Бесшовная труба: особенности производства и применения
Виды бесшовных труб

В основном бесшовные трубы классифицируются по длине:
- Мерные;
- Немерные;
- Кратные какой-либо мерной длине.
В соответствии с утвержденным ГОСТом бесшовные трубы могут подразделяться по таким размерам:
- Сечение горячекатаных труб составляет от 25 до 700 мм, толщина металла – от 2,5 до 75 мм;
- Немерные детали – от 4 до 12 м;
- Холоднотянутые – 8-450 мм с толщиной прослойки 20 мм;
- Бесшовные холоднотянутые трубы изготавливаются длиной от 4,5 до 9 м.
Цельнотянутые трубы тоже делятся на 4 главных категории, которые можно разделить на 4 подгруппы. Такие изделия отличаются высокой надежностью и прочностью, поскольку создаются из литых металлических заготовок. В процессе производства в монолитной раскаленной заготовке делается отверстие с определенными показателями сечения. Следует также принимать во внимание, что толщина металлической прослойки в цельнотянутых стальных трубах составляет 6-13 мм.
Также бесшовные трубы можно поделить по маркам стали, из которой они изготовлены. Для изготовления бесшовного металлопроката сегодня применяются около десятка марок стали.
Классификация
Трубы стальные бесшовные холоднодеформированные и теплодеформированные изготавливают из углеродистой и легированной стали по ГОСТ 1050, ГОСТ 14959, ГОСТ 4543, ГОСТ 19281.
В зависимости от показателей качества трубы должны изготавливаться следующих групп:
Б — с нормированием химического состава;
В — с нормированием механических свойств и химического состава;
Г — с нормированием химического состава и контроля механических свойств на образцах;
Д — с нормированием испытательного гидравлического давления;
Е — после специальной термической обработки.
Трубы изготавливаются термически обработанными.
Без термической обработки изготавливаются трубы, у которых отношение наружного диаметра D к толщине стенки S равно 50 и более.
Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев.
Стандарт распространяется на горячедеформированные бесшовные стальные трубы общего назначения, изготовляемые по наружному диаметру, толщине стенки и длине.
Стандарт устанавливает сортамент стальных бесшовных горячедеформированных труб, наружный диаметр которых от 25 до 530 мм включительно.
Производство бесшовных труб
Бесшовные трубы могут быть изготовлены несколькими способами:
- Ковка;
- Прокатка;
- Волочение;
- Прессование.
Этот процесс выполняется только на специально оборудованных промышленных объектах с применением материалов различных марок, а также некоторых сплавов. Разновидность материала, применяемого в процессе производства, обуславливается конечным предназначением трубы. Обязательным условием в процессе изготовления бесшовных цельнокатаных труб считается предварительная термическая обработка.
На больших металлургических комбинатах оборудуются специализированные цеха, где выполняется прокатка заготовок для холоднокатаных бесшовных труб. Разница в технологиях изготовления состоит в температуре, при которой выполняется термическая обработка.
Холоднокатаная технология подразумевает обработку металлических заготовок после того, как они остынут. Горячекатаные трубы обрабатываются только в раскаленном состоянии. Современные производственные цеха комплектуются высококачественной техникой, позволяющей изготавливать бесшовные изделия любого диаметра с индивидуальным подходом к определению специфики прокатки. В соответствии с технологией при изготовлении горячекатаных труб поддерживается температура, при которой не будет активизироваться процесс рекристаллизации.
Каждый технологический процесс на предприятии выполняется в строгом соответствии с действующими ГОСТами, поэтому производители вынуждены поддерживать качество своей продукции на достаточно высоком уровне. Каждый завод должен иметь сертификат, подтверждающий соответствие труб установленным государственным стандартам качества.
Трубы цельнотянутые от 32 до 426 мм
Цены на трубу бесшовную цельнотянутую
Пред. | 1 2 | След. Показывать по: 30 | 50
По всем вопросам обращайтесь по телефону (Москва) и (Краснодар)
Цельнотянутые бесшовные трубы представляют собой одну из разновидностей комплектующих для трубопроводных систем. Изготавливается данный вид комплектующих с использованием специальных технологий работы с горячим металлом. Отличительными особенностями бесшовных труб являются высокая прочность и надежность, в результате чего они отлично переносят внешние механические воздействия и внутреннее высокое давление. Данная характерная особенность обусловила использование бесшовных труб при реализации трубопроводов, характеризующихся высоким давлением в системе.
Цельнотянутые бесшовные трубы широко используются при создании бытовых инженерных коммуникаций. Цельнотянутая труба станет отличным выбором при реализации следующих систем:
- обеспечения водой многоквартирных домов,
- локальных магистралей,
- стояков и пр.
Цельнотянутая бесшовная труба превосходно переносит перепады температур, соответственно, она идеальна при устройстве внешних трубопроводов. Труба цельнотянутая стальная используется не только внутри помещений. Универсальность применения является одним из неоспоримых преимуществ данного типа арматуры. Труба стальная цельнотянутая бесшовная успешно используется специалистами при обеспечении строительных объектов холодной и горячей водой, при создании систем отопления.
осуществляет производство и продажу бесшовных труб различного формата, веса и размера уже второе десятилетие. Если вы заинтересованы в конструктивном поставщике комплектующих для трубопроводов, мы будем рады предложить свои услуги. У нас вы сможете приобрести большой сортамент трубы цельнотянутой бесшовной с доставкой и по низкой цене.
Разнообразие возможностей использования
Бесшовная цельнотянутая труба также востребована в промышленности. Трубопроводы, созданные при ее использовании, предназначаются для транспортировки углеводородов. На нефтеперерабатывающих предприятиях из трубы цельнотянутой бесшовной создаются внутренние системы. Бесшовные трубы могут стать частью магистрального нефтепровода. Если рассматривать машиностроение и металлургию, бесшовная трубопроводная арматура является востребованной комплектующей для создания специализированных трубопроводов, предназначенных для обслуживания различных технологических линий. Высокая прочность, которой характеризуется бесшовная труба, обусловила возможность ее использования при необходимости осуществлять подачу пара под давлением.
Как видите, бесшовные трубы имеют достаточно разнообразное применение и востребованы сегодня на множестве промышленных, перерабатывающих и производственных предприятий. предлагает купить трубу цельнотянутую бесшовную по выгодной цене за метр. Для вас мы производим обширный ассортимент высококачественной продукции, приобретение которой предоставит вам возможность эффективно решать разнообразные задачи в профессиональной деятельности.
Преимущества
Купить трубу бесшовную для трубопроводов различного назначения вы всегда сможете в на самых привлекательных условиях недорого в Москве. Труба бесшовная характеризуется высоким качеством и соответствует всем ГОСТам и стандартам. Поэтому системы, созданные с ее использованием, будут надежными и долговечными. Установленные нами цены на бесшовные трубы являются приемлемыми, поскольку мы можем себе позволить всегда предложить клиенту выгодные условия.
Горячее и холодное деформирование
Как изготавливают металлические трубы с применением методики горячей прокатки? Технологический процесс подразумевает определенные финансовые затраты, по этой причине стоимость этих труб в итоге оказывается весьма внушительной.
Первые этапы подразумевают выполнение подготовительных работ. Заготовка представляет собой элемент с проделанной полостью стандартной длины и сечения. В качестве материала для изготовления применяется специальная марка стали.
Процесс горячего деформирования имеет такие особенности:
- Перед прокаткой заготовка раскаляется до температуры не доходящей до начала процесса кристаллизации металла с допустимым превышением в 50-60 градусов. Заготовка становится более пластичной, но все-еще сохраняет свою форму и не плавится;
- На следующем этапе выполняется образование гильзы, изготавливаемой при помощи специальной сверлильной установки, способной пробурить в заготовке отверстие необходимого диаметра и глубины. Прошивочный пресс позволяет получить готовый пустотелый цилиндр из предварительно раскаленной металлической заготовки. Однако это изделие только напоминает трубу по визуальным характеристикам;
- В процессе прокатки гильза размещается на специальном станке оборудованном несколькими валиками. Гильза, установленная между валиками, постепенно вытягивается в нескольких направлениях;
- Необходимая форма изделия достигается после выполнения вальцовки, размеры трубы регулируются при горячей деформации. Контроль диаметра изготавливаемой трубы выполняется при помощи ограничительного элемента;
- При погружении в воду выполняется охлаждение раскаленной стальной трубы, затем выполняется окончательная калибровка через несколько вальцев.
Некоторые процедуры из вышеперечисленной последовательности могут выполняться несколько раз, чтобы получить изделие необходимой формы.
На завершающей стадии процесса обработки трубы нарезаются на изделия необходимой длины.
Технология холодного деформирования подразумевает две основных отличительных особенности:
- Процедура охлаждения выполняется после того, как заготовка выходит из прошивочного станка.
- Предварительная калибровка трубы должна выполняться только в холодном состоянии.
Когда выполняется финишное вальцевание, гильза обжигается, раскаляется до температуры, при которой начинается процесс рекресталлизации металла.
Сфера применения бесшовных труб
Конструкции из горячекатных труб устанавливаются при необходимости снижения риска протечки оборудованной рабочей среды. Возможности применения таких труб считаются безграничными.
Они используются в таких отраслях:
- Автопромышленность;
- Тракторостроение;
- Авиационное моделирование;
- Нефтедобывающая отрасль;
- Химическая промышленность;
- Водопроводы;
- Газопроводы;
- Угольная промышленность;
- Оборонная промышленость;
- Судостроение;
- Тяжелая промышленность.
Качество и достаточно высокая прочность таких изделий делает их настолько популярными.
Толстостенные сети применяются для технологически сложных производственных процессов, при которых показатель внутреннего давления поднимается очень высоко. Также эти трубы применяются в качестве составляющих элементов сложных опорных конструкций, выдерживающих большой вес.
Все механические характеристики и возможность выдерживать нагрузки проверяются в соответствии с действующими государственными стандартами качества. Каждое изделие должно пройти несколько основных испытаний на выносливость к механическим воздействиям. Только после этого возможна их последующая продажа. Отрасль металлопроката все время расширяется, по этой причине заводы-изготовители постоянно расширяют свой ассортимент.
Область применения
Как мы уже отметили, данные детали отличаются высокими эксплуатационными характеристиками. Именно из-за этих качеств они применяются на тех объектах, где требуется большая надежность. К примеру, толстостенные модели данных устройств используются при прокладке водо- и газопроводов. Горячекатаные бесшовные трубы широко применяются в нефтегазовой промышленности и машиностроении. Кроме этого, такие изделия используются в коммунальном хозяйстве. Также стоит отметить, что большая часть изделий, произведенных на территории стран СНГ (труба бесшовная ГОСТ 8732-78 в том числе) поставляется на импорт во многие страны Европы.
Преимущества
Естественно, основной отличительной особенностью и преимуществом цельных труб считается отсутствие каких-либо швов. Эта особенность снижает вероятность возникновения повреждений, повышает устойчивость к механическим воздействиям. Горачекатные трубы, изготовленные из толстых металлических листов, отличаются высокой устойчивостью к воздействию коррозии. Однако подобные изделия не отличаются особой гибкостью в процессе выполнения ремонта или монтажа каких-то конструкций. Это имеет большое значение, поскольку установка не принесет должного результата.
Горачекатаные трубы считаются буквально идеальными материалами для возведения различных коммуникаций. При использовании разных видов соединений могут создаваться всевозможные конструкции и проектные сооружения. При этом требуется строгое соблюдение существующих технологий соединений и правил установки. Горячекатные цельнотянутые изделия, благодаря высокому показателю прочностных характеристик, замечательно подходят для оборудования разных видов систем с высоким показателем внутреннего давления.
Классификация
В зависимости от нормированных показателей трубы должны изготовляться следующих групп:
А — с нормированием механических свойств;
Б — с нормированием химического состава;
В — с нормированием механических свойств и химического состава;
Г — с нормированием химического состава и контроля механических свойств на образцах;
Д — с нормированием испытательного гидравлического давления.
Трубы изготовляются без термообработки. По требованию потребителя должны изготовляться термически обработанными.
Концы труб должны быть обрезаны под прямым углом.
Трубы, изготовленные непосредственно из слитка, дополнительно маркируются буквой Л.
Бесшовная труба – это цельный металлопрокат, который не имеет спирального или продольного сварного шва. Для производства такого изделия принято использовать специализированные прокатные станки.
Бесшовные заготовки
Поскольку бесшовные трубы считаются одними из наиболее популярных на отечественном рынке, их стали называть по-простому «литые». Для их изготовления применяется литье из железных заготовок. В горячекатных трубах практически отсутствуют любые соединения. Соотношение толщины металлической прослойки и диаметра цельнотянутой трубы составляет от 6 до 30 мм. Стальные трубы также могут классифицироваться по таким категориям:
- Б – разновидности труб с нормированным химическим составом.
- Е – категория противоположная Б.
Различают несколько видов модификаций бесшовных труб. Отличаться изделия могут по марке стали, размерам, технологии производства. Это необходимо для возможности выбора наиболее подходящих материалов. Основное различие между бесшовными трубами заключается только в специфике внешних параметров.
Производство металлопроката осуществляется исключительно на заводах, укомплектованных в соответствии с действующими стандартами качества с соблюдением утвержденных правил безопасности и разработанных технологических норм.
Цельнотянутые трубы — SibTruba.ru
ООО «Стальтрубопром» предлагает Вам цельнотянутые трубы по привлекательной цене, под заказ и в наличии на складе.
Трубная промышленность – самая распространенная в металлургии. Без труб сегодня невозможно существование коммуникаций ни в строительстве, ни в промышленности. Большим спросом на рынке металлопроката пользуются трубы цельнонатянутые, бесшовные. Они имеют широкий спектр применения, отличные технические и эксплуатационные характеристики. Отсутствие швов в конструкции – их большое преимущество. Эта особенность способствует повышению стойкости труб к механическим и физическим воздействиям, а также улучшает эксплуатационные возможности изделия.
Самыми качественными и прочными из всех существующих являются цельнотянутые, бесшовные трубы из стали, покрытые напыленным слоем цинка (почему и называются оцинкованными). Цельнотянутые трубы представляют собой единое, не собранное из комплектующих изделие, что и обеспечивает их прочность. А цинк, которым могут покрываться такие трубы, освобождает вас от необходимости принимать другие дополнительные меры по защите их от образования ржавого налета.
Такие трубы не нуждаются в грунтовке и покраске, разве что в местах предназначенных для соединений (на них нанесена резьба, а при этой операции оцинковка неминуемо повреждается). Как сварные, так и цельнотянутые трубы — оцинкованные или нет — соединяются между собой специальными приспособлениями — фитингами, у них есть еще одно название — муфты. Стальные трубы должны соединяться стальными же фитингами, то есть изделиями из того же материала, что и трубы.
В зависимости от своей толщины, трубы делятся на три вида: легкие, обыкновенные и усиленные. Цельнотянутые толстостенные трубы используются для доставок разных жидкостей, чаще всего воды. Обязательным условием для производства цельнотянутых труб является применение метода термической обработки.
Наиболее востребованными цельнонатянутыми трубами являются:
Горячедеформированная труба: видео-инструкция по монтажу своими руками, особенности стальных бесшовных изделий, со снятой фаской, ГОСТ 8732 78, цена, фото
Технология изготовления и производства стальных бесшовных труб. Два способа: Горячедеформированные и Холоднотянутые трубы. Их применение и распростарнение.
- Процесс производства бесшовных труб
- Горячедеформированные трубы
- Как делают трубы: особенности производства бесшовных труб
- Где используется холоднокатаная профильная труба
- Какими бывают холоднодеформированные трубы?
- Завершающие этапы
- Процесс оправки
- Сферы применения
- Преимущества бесшовных туб
- Собственное изготовление
- Технология производства методом холодной прокатки
- Форма поперечного сечения профиля
- Производство сварных труб
- ERW процесс производства стальных труб
- SAW Производство труб
- Прокатка листового материала
- Прямая сварка труб
- Спиральная сварка труб (SAW)
- Крупнейший трубопрокатный завод ЧТПЗ
- Размеры и диаметр
- Какие это трубы?
Процесс производства бесшовных труб
Бесшовная труба является самой прочной среди всех типов труб, поскольку имеет однородную структуру по всей длине трубы.
Бесшовные трубы производятся в разных размерах и шедулов. Однако есть ограничение на изготовление труб большого диаметра. Бесшовные трубы широко используются при изготовлении фитингов, таких как изгибы, отводы и тройники.
Горячедеформированные трубы
Горячедеформированные трубы по ГОСТ 8732-78 и 8731-74 изготавливают от 48 до 426 диаметра.
При их производстве проходит три основных этапа:
- Прошивка заготовки при высоком разогреве до 1200 градусов.
- Прокатка трубы под заданный размер согласно ГОСТ на специальных валах.
- Отделка горячим обкатным станом для окончательной калибровки трубы.
При данном способе проката труба не имеет высокую точность по толщине стенки и диаметру просвета, но дает возможность изготовить трубу больших размеров.
Применение данной трубы достаточно широко в машиностроительной, химической, энергетической, нефтяной и других отраслях.
Как делают трубы: особенности производства бесшовных труб
Бесшовные трубы — это разновидность металлопроката, технология производства которого предусматривает отсутствие каких-либо швов по всей длине изделий. Такие детали не содержат и других соединений. Такие сплошные заготовки изготавливаются на специальных прокатных станках. Поэтому производственный процесс получил название «прокатка».

Бесшовные трубы производят методами холодной и горячей прокатки на специальных станках
Где используется холоднокатаная профильная труба
Холоднокатаная бесшовная профильная труба имеет большую стоимость, чем горячекатаная, но является коррозионностойкой, поэтому она используется только лишь в трубопроводах работающих с высоким давлением и при высокой температуре. Также подобные изделия применяются в тех случаях, когда особые требования предъявляются к тому, насколько качественной является поверхность изделия и геометрическая форма.
Холодная деформация имеет несколько принципиальных отличий, в частности после обработки на прошивочном прессе происходит охлаждение заготовки, и ее калибровка также производится в холодном виде. Для того чтобы избежать внутренних напряжений, а также сделать материал вязким и пластичным, заготовка нагревается до состояния рекристаллизации металла еще перед вальцовкой.
Холоднокатаная профильная труба может изготовляться из нескольких видов стали:
- Углеродистая.
- Высокоуглеродистая;
- Легированная;
- Высоколегированная.

Холоднокатаная бесшовная труба с квадратным сечением
Только если в процессе изготовления используются марки стали указанные в ГОСТ, может обеспечиваться высокая функциональность и устойчивость к механическому воздействию. В отличие от горячедеформированой, холоднокатаная профильная бесшовная труба может иметь стенки меньшей толщины и собственный меньший диаметр, что значительно расширяет сферы применения и обеспечивает малый вес конструкции.
Бывает немало ситуаций, когда именно небольшой вес становится критичным фактором, но наиболее востребованной сейчас является холоднокатаная профильная труба с диаметром не более 14 см.
Какими бывают холоднодеформированные трубы?
Холоднокатаные изделия бывают:
- особо тонкостенными, с толщиной стенки не более 0.5 миллиметров, или же если диаметр соотносится к толщине более чем на 40 единиц;
- тонкостенными с толщиной стенки 1.5 миллиметров, или же соотношение dh/s находится в пределах 12.5-40;
- особо толстостенными, если dh/s от 12.5 до 6;
- толстостенными, если соотношение диаметра и толщины составляет меньше 6.
Встречаются ситуации, когда соотношения толщины и диаметра отличаются от стандартных вариантов, но такие изделия выпускаются только при необходимости соблюдения особых технических условий. Особые требования предъявляются и к кривизне произвольного участка, которая не может превышать 3 миллиметра при толщине стенки меньше 8 мм, 2 миллиметра при толщине от 8 до 10 мм и 1.5 миллиметра при толщине стенки более 10 миллиметров.
Кроме того, на последнем этапе изготовления, холоднокатаная профильная заготовка должна быть подвержена отжигу и ее геометрическая форма и разностенность должна находиться в пределах установленных нормативами.
Допускаются отклонения размеров изделия для особо малых диаметров до 1.5%, для обычных диаметров 0.8%, отклонения по толщине стенки для малого диаметра до 12%, для обычного до 10%. Только если заказчик предъявляет особые требования, от отжига можно отказаться.
В соответствии с ГОСТ, холоднокатаная профильная труба изготовляется из стали марок – 10, 20, 35, 45, 20Х, 40Х, 15ХМ, 30ХГСА. Поставляется бесшовная профильная труба, причем как холоднокатаная, так и горячедеформированная, партиями, не превышающими 70 тонн, которые могут быть упакованы в связки. Если диаметр изделия превышает 159 мм, необходима ее индивидуальная маркировка.
Завершающие этапы
Рабочая головка определяет форму готового изделия и его качественные характеристики. Технологичная особенность заключается в том, чтобы при подаче расплава фильера имела фиксированный показатель температуры.
В зависимости от конструкций головок, используют нагревательные элементы плоского либо патронного типа. Минуя внешнюю матрицу и формообразующий дорн, труба приобретает вид готового изделия. В процессе калибровки деталь попадает в вакуумную ванну, где идет окончательная формировка. Это осуществляется путем давления, которое прижимает заготовку к калибровочному приспособлению. Затем продукция охлаждается и поступает на конвейер, оснащенный пневматическими фиксаторами траков. На финишной стадии производства полипропиленовых труб выполняется стандартная нарезка при помощи резаков или дисковой пилы.

Процесс оправки
В процессе производства труб на стане для прокатки бесшовных труб на оправке стальная заготовка нагревается до высокой температуры во вращающейся печи. Цилиндрическая полость, которая также известна как маточная полость, изготавливается с помощью роторного пробойника и набора роликов, который удерживает пробойник в центре заготовки. Наружный диаметр пробойника приблизительно равен внутреннему диаметру готовой трубы. С помощью этого достигается вторичный наружный диаметр и толщина роликов.
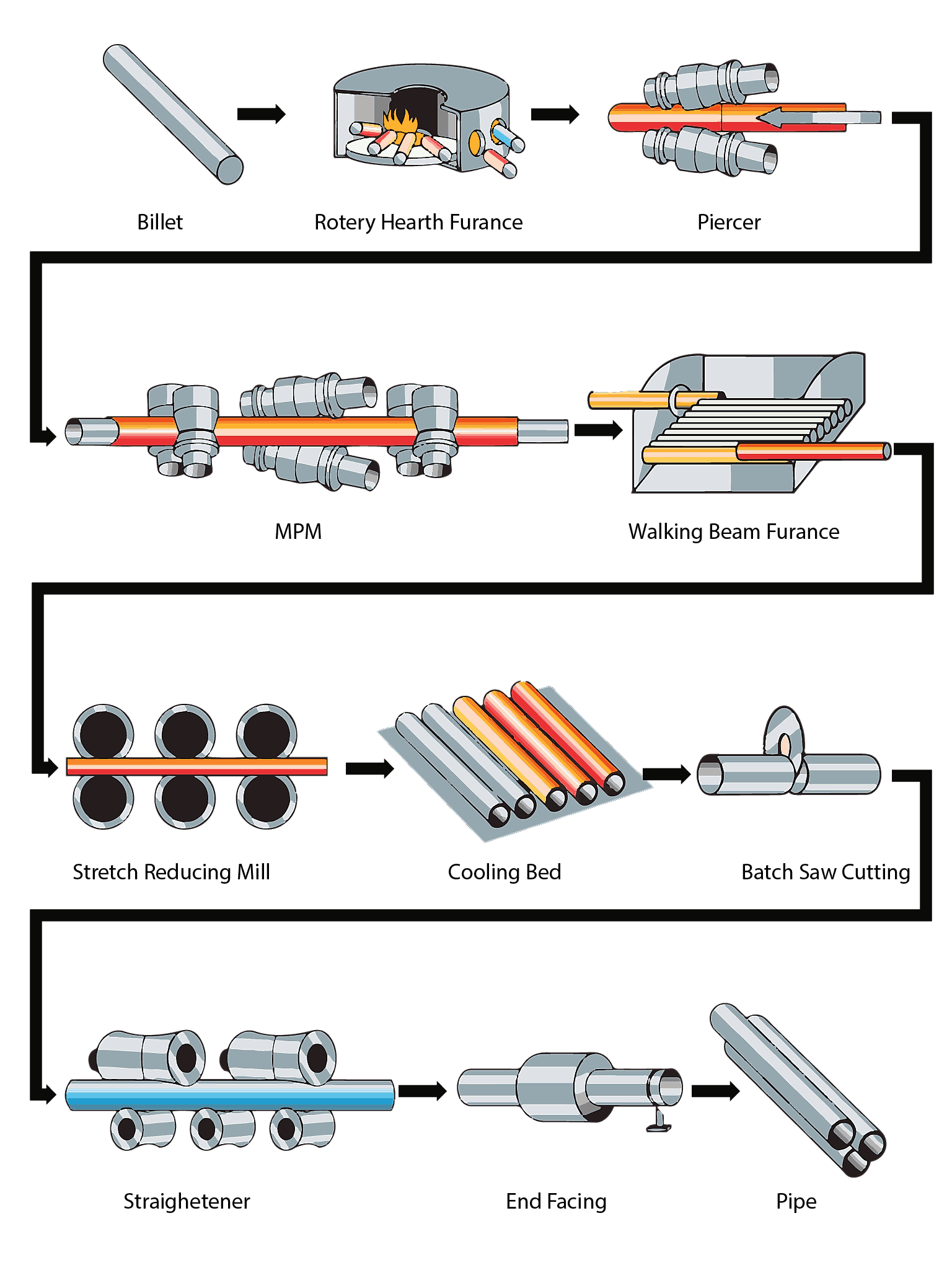
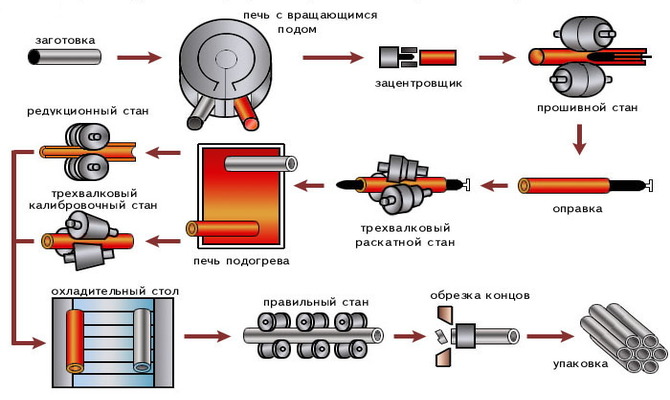
Металлическая заготовка – печь с вращающимся подом – прошивной пресс – непрерывный трубопрокатный стан с удерживаемой оправкой – печь с шагающим балочным подом – редукционно-растяжной трубопрокатный стан – стеллаж для охлаждения – послойная резка – правильный пресс – резка торцов – труба.
Сферы применения
Основная функция бесшовной трубы — транспортировка сред под давлением или работа с особо-опасными веществами, когда протечки или разрывы могут угрожать безопасности людей или нанести вред экологии. Каждый вид имеет свои достоинства и технические параметры.
Технология производства горячекатаного проката самая простая, металлопродукция универсальна и используется во всех отраслях промышленности.
- В городских инженерных сетях: толстостенные изделия выдерживает нагрузки грунта, сокращают теплопотери;
- Передача горячих сред любого назначения;
- Транспортировка газа, нефти, организация технологических и промысловых трубопроводов;
- В качестве свай, столбов, опорных элементов, обсадных труб;
- Для изготовления тройников, отводов для трубопроводных систем;
- Детали агрегатов, котельных установок, автомобилей.
Цельнотянутый трубопрокат — самый дорогой и металлоемкий, толщина стенок может достигать 10% от диаметра. Основное отличие — низкое тепловое расширение. Продукция используется при прокладке магистральных и технологических трубопроводов в энергетическом секторе, нефтеперерабатывающей промышленности и других отраслях.
Холоднокатаные полуфабрикаты отличаются высокой точностью, малым весом, могут быть тонкостенными и толстостенными. Область применения довольно широка. Благодаря однородной структуре металла трубы легко справляются с перепадами напора, идеально-ровная внутренняя поверхность увеличивает пропускную способность и повышает коррозионную стойкость. Единственное ограничение: плохая устойчивость к ударным и растягивающим нагрузкам.
- Технологические трубопроводы на пищевых и промышленных производствах;
- Гидравлические установки, теплообменное оборудование;
- Приборостроение, например капиллярные трубки применяют в аппаратах дозирования;
- Змеевики, спирали, поршневые механизмы;
- Приборы экспериментальных лабораторий;
- Авиация и судостроение: ценится высокая прочность и небольшой вес;
- Выхлопные системы автомобилей, дымоходы печного оборудования;
- Металлоконструкции, перила, ограждения.
При транспортировке питьевой воды, в химической промышленности и на пищевых предприятиях, предъявляют особые требования к химическому составу: ограничивается содержание вредных примесей и элементов, вступающих в реакции с конкретными средами.
Преимущества бесшовных туб
У бесшовных труб, кроме способности выдерживать высокое давление есть еще одно существенное преимущество – пластичность. При сгибании даже на большие углы бесшовные трубы без проблем выпрямляются без разрыва поверхности, в то время как их сварные аналоги при таких же нагрузках «лопаются» по шву или «ломаются» в месте сгиба. Именно поэтому столбы освещения вдоль дорог, столбики для дорожных знаков и т.п. – все, что может быть подвержено воздействию сил, способных «сломать» трубу, согласно существующим нормам должно изготавливаться из бесшовной продукции.
Кроме того, когда бесшовные трубы все-таки не выдерживают внутреннего давления, они не «раскрываются» по шву, а получают локальные разрывы, гораздо меньшие по площади. Это свойство стальных бесшовных труб сделало возможным прокладку трубопроводов высокого давления.
Собственное изготовление
Решив наладить частную линию по роизводству пластиковых труб, прежде всего необходимо учитывать, каким будет уровень качества продукции. Если изделия ориентированы на мебельные фирмы и небольшие строительные компании, вполне подойдет компактный станок, обеспечивающий выпуск продукции для фурнитуры, оград, заборов и прочих неответственных конструкций.
Для организации линии по изготовлению элементов из полимера необходимый комплекс устройств представлен выше. Далее приведен список оборудования для производства труб профильных из круглых аналогов:
- Установка для изгибания профиля.
- Линия для получения заготовок из круглых труб.
- Сварочный автоматизированный агрегат.
- Приспособление для нарезки готовой продукции.
Технология производства методом холодной прокатки
Для создания х/к продукции не могут использоваться сверхвысокие температуры. Процесс выпуска представляет собой модернизированную вариацию горячего проката.
Вначале заготовки из углеродистой или легированной стали очищают. Их обрабатывают с помощью химических веществ, выполняют процедуру протравливания. Иногда основу подвергают воздействию фосфатов, меди, чтобы улучшить ее прочностные характеристики. После этих манипуляций устройства показывает хорошую резистентность к деформационным изменениям.
Во время холодной сортопрокатки круглое сечение формируют с помощью вальцовочного станка. При изменении угла поворота валиков изменяется калибр трубы. Создавая металлопрокат с большим сечением, проводят дополнительную операцию ‒ сжатие полуфабриката. Калибровку выполняют при низких температурах стали.
После обработки на оборудовании будущее изделие с идеально ровной поверхностью и тонкими стенками подвергают дополнительным процедурам: протравке, промыванию.
Компактный и легкий холоднодеформированный прокат покупают, когда важен дизайн объектов. Например, нужен отделочный материал для внешнего фасада здания или элементы для создания точной электроники.
Форма поперечного сечения профиля
Следующий параметр, на котором остановимся, – форма поперечного сечения профиля. Как правило, бесшовная труба круглого сечения. Встречается такой прокат гораздо чаще остальных, но есть и другие решения. Существует такое понятие как профильная труба. Это трубный прокат, в котором сечение профиля отличается от круглого. Профильные трубы тоже выпускаются и бесшовными. Среди основных форм профиля прямоугольная и квадратная.
Еще профильные бесшовные трубы бывают:
- каплевидными;
- овальными;
- шестигранными;
- плоскоовальными;
- с полыми ребрами.
И это только те формы профиля, на которые есть соответствующий ГОСТ. Сортамент гораздо шире.
Производство сварных труб
Сварные трубы изготавливаются из пластин или непрерывных катушек или полос. Чтобы изготовить сварную трубу, первая пластина или рулон катятся в круглом сечении с помощью листогибочной машины или с помощью ролика в случае продолжения процесса. После того, как круглое сечение откатано от плиты, труба может быть сварена с присадочным материалом или без него. Сварные трубы могут быть изготовлены в большом размере без каких-либо ограничений сверху. Сварные трубы с присадочным материалом могут быть использованы при изготовлении изгибов большого радиуса и отвода. Сварные трубы дешевле по сравнению с бесшовными, а также слабые из-за сварки.
Существуют различные методы сварки, используемые для сварки трубы:
- ERW – электрическая сварка сопротивлением
- EFW – электрическая сварка плавлением
- HFW- высокочастотная сварка
- SAW – дуговая сварка под флюсом (длинный шов и спиральный шов)
ERW процесс производства стальных труб
В процессе производства труб ERW / EFW / HFW первая пластина формируется в цилиндрической форме, а продольные кромки сформированного цилиндра свариваются методом мгновенной сварки, низкочастотной контактной сварки, высокочастотной индукционной сварки или высокочастотной сварки или сваркой сопротивлением.
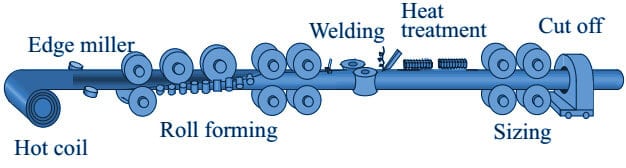
Горячая катушка – фрезерный станок – фасонная прокатка – сварка – тепловая обработка – установление размеров – резка
SAW Производство труб
В процессе сварки SAW внешний присадочный металл (проволочные электроды) используется для соединения формованных пластин. SAW трубы могут иметь один продольный шов, двойной продольный шов в зависимости от размера трубы. Труба SAW также доступна в спиральном шве, который непрерывно катится от единственной пластины катушки. Производительность спиральной SAW трубы очень высока по сравнению с прямой SAW трубой. Однако трубы спиральной SAW используются только в сервисах низкого давления, таких как водоснабжение, некритические технологические процессы и т. д.
Горячекатаная труба – идеальное решение в сложных ситуациях
Это изделие применяется во всех сферах строительства. Горячекатаная труба по ГОСТУ 8732 78 не должна иметь швов, что придает ей колоссальную прочность. Об этом материале мы расскажем вам далее.

Эти массивные продукты металлопроката позволяют создавать магистрали без риска протечек
Общие сведения
При их создании используются особые прокатные агрегаты. Чтобы вы могли разобраться в их особенностях, мы представим полный спектр информации.
Достоинства
Горячекатаная бесшовная труба имеет огромное количество плюсов, благодаря которым и заслужила широкое признание.
Давайте с ними познакомимся:
- Высочайшая надежность. Благодаря отсутствию швов сводится на нет вероятность появления протеканий.
- Технология создания обеспечивает долговечность.
- Колоссальная стойкость ко всем видам механических нагрузок.
- Стойкость ко многим агрессивным средствам (даже к коррозии).
- Широкий диапазон рабочих температур.

Они способны выдержать даже очень высокие температуры, что предопределило широкую сферу применения
Несмотря на возросшую популярность различных изделий для канализации из пластика, такие трубы остаются на рынке одними из лидеров. Это связано с тем, что только такой материал может давать подобную прочность. Во многих сферах данное свойство выходит на первый план.
Недостатки
Разумеется, у этого материала есть и некоторые отрицательные свойства.
Чтобы составить наиболее полное мнение, их тоже следует знать:
- Большой вес (впрочем, таким свойством обладает большинство продуктов металлопроката). Из-за этого с ними сложно работать своими руками. Возникает необходимость в применении специализированной техники.
- Пожалуй, главный недостаток – это высокая цена. Связана она со сложной технологией производства.
Сфера применения
Как уже говорилось ранее, используется описываемый нами товар во многих сферах.
Поэтому мы их перечислим:

В некоторых сферах требуется вот такая форма, как на этом фото
- Организация трубопроводов, причем как в жилом, так и в промышленном строительстве. Тот факт, что они не боятся воды, во многом этому поспособствовал.
- Авиа-, авто- и тракторостроение.
- Нефтедобывающая промышленность.
- Транспортировка любых жидкостей. Тут на первый план выходит отсутствие швов, дающее стопроцентную защиту от протеканий.
- Судостроение.
- Прокладка канализаций и дренажных систем из труб. Если вы решили своими руками создать такую систему, то мы рекомендуем использовать описываемые нами бесшовные материалы. Такая мера обеспечит практически неограниченный срок службы.
Конкретные образцы и их приблизительные расценки
Каждый, кто задумался о приобретении такого материала, желает знать, сколько он стоит. Поэтому мы решили предоставить вам такие данные, взяв наиболее признанные разновидности и среднюю цену по ведущим предприятиям нашей страны.

Образцы профильной формы имеют, как правило, на 3-5% более высокую стоимость. Это связано с усложнением метода производства
| Размер | Средняя стоимость (за тонну), руб. |
| 57 х 3,5 | 51000 – 51500 |
| 57х4 | 51500 – 52000 |
| 76х4 | 5200 |
| 89х4 | 49500-50000 |
| 89х6 | 50000-50500 |
| 108х4 | 50000-50500 |
| 108 х 4 | 50000 |
| 108 х 5 | |
| 108 х 6 | |
| 114 х 5 | |
| 127 х 5 | |
| 133 х 5 | |
| 159 х 5 | |
| 159 х 6 | |
| 168 х 6 | 38000-39000 |
| 168 х 7 | 38500-39000 |
| 168 х 8 | 39000-39200 |
| 219 х 6 | 57500-58000 |
| 219 х 7 | 52000-52500 |
Отличие в ценах связано с разной технологией производства. Там где она сложнее, естественным образом, возрастает себестоимость. Впрочем, как можно заметить, разница не столь значительна, поэтому рекомендуется делать выбор по конкретным задачам.
Совет: приобретая сразу большое количество, вы сэкономите солидную сумму (в большинстве организаций предусмотрены выгодные предложения для оптовиков).
Поэтому при возможности скооперируйтесь с кем-нибудь, что получить скидку.
Стоит также заметить, что расценки на всех крупных предприятиях нашей страны приблизительно одинаковые, ибо методы производства и сырье идентичны. По этой причине, если вы нашли товар, у которого цена значительно ниже, скорее всего это означает лишь одно – он сделан не по стандарту, а значит не лучшего качества.

Стоимость оборудования для создания такого цеха очень высока, поэтому в нашей стране не так уж много соответствующих заводов. Впрочем, данный фактор является гарантом качества, ибо не появляются «кустарные» предприятия, которые и привносят на рынок солидную долю брака
Особенности производства
Как уже мы говорили ранее, за изготовлением таких изделий осуществляется жесткий контроль. Если обнаруживается даже малейший дефект, заготовку отправляют на переплавку, где она с легкостью обретает вторую жизнь. Такая технология позволяет многократно переплавлять заготовки, чтобы получить желаемое качество.
Если изделие получилось добротного качества, то его отправляют на проверку. Она является важнейшим аспектом.
Вообще, каждая заготовка проверяется на:
- Растяжение.
- Выдержку сульфидным коррозийным растрескиванием.
- Твердость.
- Гидростойкость.
Только если каждое испытание дало положительный результат, полученное изделие отправляют на склад для дальнейшего использования.

Даже образцы с тонкими стенками обладают высочайшей прочностью (в том числе и на сжатие)
Классификации по ГОСТ
Стальные бесшовные горячекатаные трубы по ГОСТУ 8732 78 имеют несколько возможных классификаций. Давайте в них разберемся:
По точности изготовления:
- Стандартные.
- Улучшенные (П).
- Высочайшей точности (В).
По типу сечения:
- Квадратные.
- Круглые.
- Прямоугольные.
Важно!
Допустимое отклонение по длине – 10 мм, поэтому если вам предлагают товар с большей погрешностью, можно утверждать, что он не соответствует стандарту.
Наружный диаметр может быть в пределах от 2 до 55 см, стенки могут иметь толщину от 0,25 до 7,5 см.
Тем самым их подразделяют на три разновидности, относительно соотношения этих величин:
- Тонкие – Диаметр/толщина стенки = 12,5-40.
- Толстые – 6-12.
- Особо толстые – менее 6.
Также существует инструкция, которая разделяет изделия по качеству (это ГОСТ 8732-78).
Могут быть пять групп:
- А – механическое нормирование. Производятся из стали Ст4сп, Ст5сп и подобных.
- Б – химическое нормирование. Применяются стали “спокойных” видов.
- В – химическое и механическое нормирование (марки стали те же).
- Г – химическое нормирование, а также специальная термообработка, которая в значительной мере улучшает качество готового продукта.
- Д – без нормирования.

На этом изображении вы можете увидеть схематично представленную методику производства
Выводы
Ну, вот и подошел черед заканчивать наше повествование, но мы позаботились о том, чтобы вы получили полный набор знаний. В представленном видео в этой статье вы найдете дополнительную информацию по данной теме. Его просмотр позволит разобраться во всех тонкостях.
Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78
Трубы стальные горячекатаные (далее г/к) по Гост 8732-78 по своим качествам значительно превосходят любые электросварные и холоднотянутые трубы. Основные преимущества – это прочность на давление и растяжение, и большой выбор различных типоразмеров в сортаменте. Вследствие того что при производстве бесшовного варианта используется особая технология изготовления стоимость такой продукции значительно превышает цену электросварных вариантов. По этому бесшовные трубы по ГОСТ 8732-78 целесообразно применять только в тех работах где это экономически необходимо, например, при прокладке трубопровода под нефтесодержащее сырье. В таких системах нужна долговечность, стойкость к нагрузкам, способность выдержать существенное давление в сети магистрали.
Горячекатаная продукция активно применяется:
- Газовая и нефтяная промышленность;
- Автомобилестроение;
- Авиационное строительство;
- Тяжелое машиностроение;
- Химическая промышленность
Так же бесшовная продукция используется при укладке различных коммуникаций, металлических конструкциях
Сортамент труб, типоразмеры, теоретическая расчетная формула массы по ГОСТ
Вся необходимая информация прописана в Гост 8732-78- форма 1, он и является стандартизацией всего сортамента. Вступительная часть нормативного документа говорит, что данный стандарт распространен на трубную продукцию стальную бесшовную горячедеформированную (далее г/д) общего назначения. Отличия сортамента:
- Диаметр наружный;
- Заявленная толщина стенки;
- Длина продукции
Трубы выпускают немерной длины, в метрах от 4,5 до 12,5. Минимальный наружный диаметр, по ГОСТ 8732-78, составляет 22 мм, максимум 550мм. Заявленная толщина стенки — от 2,5 мм до 75 мм. Концы конечного продукта обрезаны, угол 90 градусов, может быть нанесена фаска под осевым углом от 70 градусов. Более подробно указано в таблице 1 (в конце статьи)
Допуск в отклонениях диаметра выпускаемой продукции указан в таблице 2
Предел в отклонениях по толщине стенки рассмотрен в таблице 3

По стандарту к длине есть необходимым требования:
- Немерная длина – возможны любые длины в размерах стандарта — от 4 метров до 12,5
- Мерная длина — в пределах немерных стандартов
- Кратная мерная – длины таких труб в пределах немерных стандартов, возможен допуск в 5 мм в каждый разрез.
- Приблизительная мерность — длины в пределах немеры.
По изначальной договоренности завода-производителя и конечного потребителя продукции возможен выпуск материала длиной превышающей установленные нормативы. Приблизительная мерность производится также согласно требованию покупателя. На длину выпускаемой продукции с толщиной стенки свыше 16 миллиметров необходимо дополнительное соглашение сторон. Согласно стандарту потребитель может запросить поставку продукции по внутреннему диаметру и толщине стенки.
Теоретическая масса 1 метра трубы стальной бесшовной горячедеформированной рассчитывается по следующей формуле:
Д- диаметр г/к продукта
0,025- принятый постоянный параметр.
Трубы бесшовные горячедеформированные ГОСТ 8732-78
Бесшовные трубы характеризуются как изделия высокой герметичности, долговечности и надежности. При их производстве не применяется сварка, и готовые изделия не имеют каких-либо соединений. Это позволяет применять трубы в различных областях, начиная с мебельной промышленности и заканчивая авиастроением. Распространенными и востребованными на рынке считаются бесшовные трубы горячей деформации.
Свое название горячедеформированные трубы получили в результате особенностей производства. Такой процесс для не сварных труб выполняется в несколько этапов. Изделия являются не только самостоятельной и готовой к использованию продукцией, но и зачастую служат основой для производства холоднодеформированных труб.
Можно выделить следующую последовательность технологического процесса:
- Берется штанга (заготовка с круглым сечением).
- Заготовка прогревается до получения пластичности (деформируется) с помощью высоких температур (обычно она превышает примерно на 50 градусов температуру рекристаллизации металла).
- Штанга преобразуется в гильзу (цилиндр с полостью внутри) с помощью прошивного стана.
- Горячую заготовку обрабатывают с помощью вальцов. Производится вытяжка и обжим с целью получения изделий требуемого диаметра и толщины стенок.
- Финальная стадия отмечается калибровкой горячего цилиндра и его последующим охлаждением.
- Производится охлаждение трубы и нарезка на изделия стандартной или заказанной длины.
Описанный процесс относится к общим. В производственных цехах, когда обрабатываются трубы большого диаметра и длины, при необходимости может выполняться дополнительный подогрев перед этапами обработки. Технология изготовления разных труб может отличаться в зависимости от некоторых факторов. Например, заготовка может быть кованой, литой или в виде слитка. Полый цилиндр может производиться не только на прошивном стане, но и путем продавливания через щель в виде кольца прессом.
Углеродистая или легированная сталь − материал, оптимально подходящий для изготовления труб. ГОСТом 8732-78 регламентируются и технические требования, и сортамент. Длина продукции трубного проката может быть мерная и немерная, которая охватывает значения 4-12.5 метров. Устанавливаются и допустимые отклонения: для 6-тиметровых и меньше труб параметр составляет 10 мм, выше 6 м отклонение может составлять и 15 мм.
Указанная немерная длина является основой, исходя из которой определяются и другие размеры. Например, мерная или приблизительная длина находятся в пределах 4-12,5 м, а кратная мерной длина определяется в тех же пределах, но с допуском в 5 мм для каждого реза.
К ключевым параметрам бесшовных г/д труб относят наружный диаметр (диапазон от 20 до 550 мм), и толщину стенок изделия (до 75 мм). Определяющим параметром считается соотношение диаметра г/д трубы к толщине ее стенки. В зависимости от данной величины (К=коэффициента) выделяют трубы:
- толстостенные (К=6,1-12,5);
- тонкостенные(К=12,5-40);
- особо толстостенные (К=6 и меньше).
Бесшовные горячедеформированные изделия трубного проката востребованы даже в самых сложных отраслях. Стальная продукция подразделяется на 6 основных классов и применяется в определенных сферах. Исходя из классовой принадлежности можно определить требования к качеству и возможности использования.
Так, углеродистые трубы первого класса относят к стандартным. Широко применяются в тех сферах, где не предъявляются какие-то особенные требования к исполнению. В данную категорию относят изготовление заграждений, опор, поливочно-оросительных систем, лесов для строительства. Применяют трубы 1 класса и при прокладке кабеля.
Трубы 2 класса оптимальны для прокладки магистралей, по которым перемещаются вода, газ и нефть. Как раз нефтепромышленность без подобных изделий не обходится. Трубы нефтепроводов и других каналов должны выдерживать разное давление транспортируемых сред. Бесшовная продукция трубного проката обеспечивает герметичность, что помогает избежать утечки газов и жидкости. Особо востребованы трубы в химической промышленности, где имеются оборонные предприятия.
Особенностью труб 3 класса является то, что они выдерживают и высокие температуры, а не только перепады давления. Их применяют в печных системах, котлах, ядерной технике.
Трубы 4 класса подходят для нефтедобывающей промышленности, когда разведываются новые месторождения.
Трубы горячедеформированные 5 класса можно встретить:
- в качестве составляющих предметов мебели;
- при производстве стальных конструкций, например, мачт или опор, вышек;
- в вагоно-, судо- и автостроении.
Потребность в трубах 6 класса наблюдается в машиностроении. Здесь изделия необходимы для производства большинства деталей, среди которых валы, поршневые кольца, цилиндры. В гидравлических системах бесшовные трубы горячей деформации популярны по причине наличия толстых прочных стенок и высокой надежности.
В авиастроении, где нужны особо надежные и герметичные детали, бесшовные трубы крайне востребованы. С их помощью не только создаются конструкции, но и защищаются кабеля.
Не обходятся без горячедеформированных изделий и в бытовых отраслях, коммунальном хозяйстве (устройство стояков, систем подачи, каналов для транспортировки воды и т.д.). В создании конструкций монолитно-каркасного типа бесшовные трубы востребованы по причине обеспечения высокой надежности и длительной эксплуатации.
Требования к выпуску продукции
Поверхность должна быть без трещин, плёнов, закатов и рваных отслоений. Возможны, минимальные отслоения в виде плёнок, небольшие точки окалины, шероховатости на поверхности, главное, что бы толщина стенки и диаметр не выходили за пределы установленных нормативов;
- Толщина стенки — до 50 диаметра возможны допуски в 0,5% в обе стороны, до 219 диаметра допускается отклонения в 1 процент в обе стороны, свыше 219 размера возможные отклонения составляют 1,25% в обе стороны.
- Диаметр трубы г/к — допустимые отклонения по диаметру составляют от +10%до минус 15%, все зависит от толщины стенки.
- Кривизна продукции на 1 погонный метр меньше 1,5 мм для г/д труб с толщиной стенки до 20мм, для бесшовной продукции с толщиной стенки от 20 до 30мм допустимая кривизна на один метр равна 2 мм. У труб с толщиной стенки свыше 30 мм допустимое предельное отклонение на один метр равняется 4 мм.
Как расшифровать маркировку стальных труб: диаметр, марка стали и иные показатели по ГОСТу
Условные обозначения, нанесенные на стальную трубу, дают исчерпывающую информацию о продукции. Маркировка – своеобразный паспорт изделия, из которого становится понятно, кто, где и для каких целей его изготовил. О том, как правильно расшифровать все символы маркировки на трубах, расскажет эта статья.
Маркировка труб стальных (и чугунных) регламентируется ГОСТ № 10692 от 1980 года. В этом документе определены все нюансы нанесения пояснительных надписей, их размеры, расстояния между цифрами и буквами и так далее. Кого интересуют подобные нюансы, сможет ознакомиться с ними самостоятельно.
Автор считает, что читателю полезнее будет знать то, что имеет для него практическое значение – сечение образца, толщина стенки, специфика его использования. Вот этим и ограничимся, тем более что вся остальная информация понятна (и необходима) главным образом специалисту. А таким людям не нужно объяснять, как «читать» маркировку.
Из всего ассортимента стальных труб, представленных на рынке, порядка 90% – отечественного производства. Поэтому и акцент сделаем именно на маркировке российской, так как она несколько отличается от той, что принята за рубежом.
Все обозначения, если иное не оговаривается – в «мм».
Способы нанесения обозначений
- Клеймение.
- С помощью электрографа.
- Эл/карандашом.
- Краской (несмываемой).
Порядок нанесения символов
- Для труб со стенкой толще 10 – на торцевом срезе.
- Заготовки сечением более 530 могут маркироваться на внутренней стороне стенки.
В остальных случаях – на поверхности, от края на расстоянии в пределах 20 – 500. При этом обозначения выделяются яркой краской (окантовкой или подчеркиванием).
Символы наносятся как по продольной оси трубы, так и по ее периметру. Их ширина от 3 до 12, высота от 5 до 30.
Если клеймение производится механизированным способом, то расстояние от среза трубы в пределах 100 – 1 500.
Что маркируется
- Каждое изделие, если толщина стенки более 3,5; а диаметр превышает 159. По просьбе заказчика могут маркироваться образцы и меньшего сечения – от 114.
- Группа труб. При сечении до 159 обозначения наносятся на ярлык пакета. Изделия диаметром в диапазоне 159 – 450 укладываются по 3 штуки, при этом маркируется как ярлык, так и пакет.
На заметку! Заготовки сечением до 114 (малого диаметра) маркировке не подлежат. Вся информация – на ярлыке. Она содержит сведения о производителе, № заказа, количестве труб в упаковке и их линейных параметрах, общий метраж, вес партии и ряд других.
Содержание маркировки
- Марка стали.
- Размер заготовки.
- Товарный знак.
Дополнительно (для изделий бесшовных сечением от 351 до 550)
- № стандарта (НТД).
- № партии.
- № трубы.
- Толщина стенки.
Калькулятор расчета массы трубы электросварной
Особенности маркировки
Некоторые производители марку стали обозначают окраской поверхности:
- 12Х1 – красный цвет (МФ); оранжевый (МФ-ПВ).
- 12Х2 – синий (МФСФ).
- 15 – коричневый (ГС); желтый (ХМ); белый (Х1М1Ф).
- 20 – зеленый; голубой (ПВ).
Специфика применения труб зависит от их класса. Их выделяют 6:
- 1 – тонкостенные, низкого давления. Для систем полива, обустройства ограждений и тому подобное.
- 2 – в основном для газо- и водоснабжения.
- 3 – для отопительных и иных систем, работающих в условиях высоких давлений и температур.
- 4 – толстостенные (бурильные).
- 5 – для сферы транспортного строения (буровые установки, краны мостовые и тому подобное).
- 6 – применяются в машиностроении (для производства различных деталей – подшипников, муфт, сосудов высокого давления).
Пример расшифровки маркировки трубы
«156 (Е) 6.5 1078 316 ОТТМ А » Первая позиция – сечение (мм).
Вторая – группа прочности и вид контроля. В данном примере Е – ультразвук.
Третья – толщина стенки (мм).
Четвертая – длина (1078).
Пятая – вес (кг – 316).
Шестая – тип соединения.
Седьмая – исполнение (А).
Производство
По длине трубы БШГД изготовляются:
- Трубы бесшовные немерной длины — от 4 до 12,5 м;
- Трубы бесшовные мерной длины — в пределах немерной;
- Трубы бесшовные кратной мерной длины — в пределах немерной длины с припуском на каждый рез по 5 мм;
- Трубы бесшовные приблизительной длины — в пределах немерной длины.
Предельные отклонения по длине труб стальных БШГД мерной длины и длины кратной мерной, не должны превышать +10 мм — при длине до 6 м; +15 мм — при длине свыше 6м или с наружным диаметром более 152 мм. Диаметры труб до 20 до 530 мм. В зависимости от показателей качества трубы стальные должны изготовляться следующих групп:
- А — трубы стальные с нормированием механических свойств из стали марок Ст2сп, Ст4сп, Ст5сп, Ст6сп по ГОСТ 380-88;
- Б — трубы стальные с нормированием химического состава из спокойной стали марок по ГОСТ 380, ГОСТ 1050, ГОСТ 4543 и ГОСТ 19281;
- В — трубы стальные с нормированием механических свойств и химического состава из стали марок по ГОСТ 380, ГОСТ 1050, ГОСТ 4543 и ГОСТ 19281;
- Г — трубы стальные с нормированием химического состава из стали марок по ГОСТ 1050, ГОСТ 4543 и ГОСТ 19281, с контролем механических свойств на термообработанных образцах. Нормы механических свойств труб стальных БШГД должны соответствовать указанным в стандартах на сталь;
- Д — трубы стальные без нормирования механических свойств и химического состава, но с нормированием испытательного гидравлического давления.
Для изготовления труб без швов заготовки обрабатываются на специальных трубопрокатных станах, которые позволяют придать металлу требуемую форму и размеры.
Технологический процесс изготовления труб БШГД включает несколько этапов:
- Термическая обработка металла;
- Формирование полой заготовки;
- Процесс раскатки трубы для формирования чернового изделия;
- Процедура редуцирования и калибровки, что позволяет обозначить размеры стенок и диаметр изделия.
Каждый этап производственной схемы включает предварительный разогрев изделия, после этого труба подвергаются прокатыванию при помощи трубопрокатных станков, а в конце остужается.
Категория материалов с повышенными показателями прочности, которые под давлением выдерживают граничные показатели температур от -70 °С до 425 °С, включает бесшовные трубы из стали 09Г2С. Изделия могут эксплуатироваться при низких температурах, а также успешно выдерживают резкие температурные перепады. Учитывая высокие параметры механической прочности, труба 09Г2С может иметь более тонкие стенки, по сравнению со стандартными трубами. Также большим преимуществом стали 09Г2С является легкая процедура сваривания с трубами без швов.
Для прокладки сетей теплотрасс используются бесшовные трубы, которые производятся на основе катаных, кованых либо центробежнолитных заготовок (согласно нормативному положению ПБ 10-573-03—2003 пункт 3.4.2), а также заготовок, которые прошли гидравлические испытания при помощи подачи пробного давления (стандарт ПБ 10-573-03—2003 пункт 3.4.4).
Стальная горячекатаная и цельнотянутая бесшовная труба

Метод производства
Горячая прокатка

- Изготовление заготовки. Стальная болванка цилиндрической формы с определенным диаметром прогревается в термической печи до температуры 1200 градусов, после чего подается на прокатный стан.
- Формирование гильзы из горячей заготовки. Гильза — это полуфабрикат трубы со сквозным отверстием небольшого внутреннего диаметра и довольно толстыми стенками. Отверстие проделывается четко по центру вдоль оси заготовки с помощью специального прошивочного станка.
- Увеличение отверстия до заданного диаметра. Чтобы увеличить отверстие до определенного диаметра применяется особая оправка, установленная между валками. При вращении валков заготовленная гильза подается в сторону правки и постепенно насаживается на нее. Во время этой манипуляции внутреннее отверстие увеличивается в диаметре, стены становятся тоньше, а поверхность гильзы выравнивается.
В процессе всего производства важно выдержать заготовку строго в определенном положении, для чего применяются направляющие линейки с пассивными роликами.
Холодная деформация

Труба круглая бесшовная холодной прокатки имеет следующие преимущества:
- Холоднотянутые изделия намного прочнее своих горячекатаных аналогов.
- Имеют высокоточные размеры.
- Стенки могут иметь минимальную толщину, но при этом выдерживать довольно высокое давление до 23 атм.
- Температурный режим эксплуатации составляет диапазон от -40 до +475 градусов по Цельсию.
Достоинства продукции

- Прочность. Бесшовные трубные изделия способны выдерживать высокое внутреннее давление и внешние деформационные нагрузки. Это позволяет широко использовать их в машиностроении для обеспечения качественной гидравлики.
- Высокая температурная устойчивость. Это свойство позволяет транспортировать по бесшовным трубопроводам теплоносители с высокими температурными значениями.
- Высококачественная герметичность. Благодаря этому свойству обеспечивается полная безопасность транспортировки ядовитых, химических и других агрессивных веществ.
Для повышения устойчивости бесшовных металлических труб против коррозии, их поверхность покрывается цинком.
Свойства и использование трубных изделий
Классификация труб

Например, внешний диаметр изделия длиной 12 м/п. равен 80 мм, толщина стенки составляет 2,5 мм, продукция относится к группе «Б». Ее маркировка будет выглядеть следующим образом — Труба 80х2,5х12000/Б — ГОСТ 8732–78 . Для изготовления бесшовных металлических труб используется около 10 марок различных легированных, углеродистых и высокоуглеродистых сплавов. Благодаря чему потребитель может выбрать для своих нужд наиболее оптимальный вариант трубного изделия, опираясь на его технические характеристики. В связи с условиями, в которых будут эксплуатироваться трубные изделия, они делятся на тонкостенные и толстостенные конструкции. В определенных условиях, когда внутреннее давление является минимальным, применяются легкие конструкции с тонкими стенками. Но, например, для гидравлических цилиндров большой мощности уже необходимо использовать бесшовные толстостенные трубы. Для каждого трубного продукта существует определенная, предусмотренная ГОСТ специальная таблица, в которой указаны практически все размеры трубной продукции. Например, согласно стандартам, бесшовные горячекатаные трубы по наружному диаметру должны выпускаться в диапазоне 25−700 мм и стенками толщиной от 2.5 до 75 мм. Немерная длина этой продукции может составлять 4−12 м/п.

Что касается бесшовной продукции, произведенной путем холодной прокатки, то труба цельнотянутая бесшовная считается самой качественной и надежной среди своих аналогов. Толщина стенок также разнообразна и может быть в пределах 6−13 мм. Помимо этого, цельнотянутая металлическая трубная продукция разделяется на 4 категории, при этом каждая включает в себя еще 4 группы, которые маркируются буквами. Например, литерой «Б» обозначаются изделия, у которых нормированный химический состав. А буква «Е» указывает на противоположную по качеству трубную продукцию, к которой по ГОСТу не применяется термообработка. Холоднокатаная трубная продукция изготавливается диаметром 8−450 мм с толщиной стенок до 20 мм, а их мерная длина по ГОСТ составляет диапазон от 4,5 до 9 м/п. Немерная длина может быть в пределах 1,5−11,5 м/п.
Допускаемые погрешности в размерах

- Кривизна. Допускается на 1 м/п. не больше 3 мм.
- Мерная длина: ±10 мм.
- Немерная длина: ±15 мм.
Диаметр продукта должен четко соответствовать заявленным стандартам, но как исключение, в некоторых случаях допускается отклонение не более ±0,05 мм.
Соединение и применение бесшовных трубопроводов
Способы состыковки
Соединения могут быть трех видов:

- Резьбовые. Чаще всего используются для трубопроводов, элементы которого имеют толстые стенки и небольшой диаметр. Резьба может нарезаться с помощью токарного станка, ручных плашек и метчиков. На тонкостенных изделиях этот метод не используется из-за возможной потери целостности в месте нарезки, которая может привести к ослаблению стыка и потери герметичности.
- Газовая сварка. Успешно используется для соединения тонкостенных и труб со стенками толщиной до 6 мм. Более толстую поверхность до нужной глубины проварки прогреть практически невозможно. Стыковка производится путем одновременного нагрева кромок у двух соединяемых стальных элементов до расплавленного состояния и ввода дополнительной металлической присадки в виде сварной проволоки.
- Электросварка. Практически является универсальным методом соединения элементов металлического трубопровода. Благодаря правильному выбору электродов и напряжения, подаваемого на него, можно успешно состыковать трубы практически с любым диаметром независимо от их толщины стенок.
Сферы применения

Кроме этого, данные изделия широко используются в автомобильной, авиастроительной, химической и нефтедобывающей сфере. Трубную горячекатаную бесшовную продукцию можно встретить практически в любой промышленной отрасли. А также они не менее востребованы в коммунальном хозяйстве для различных водопроводных сетей (доставка горячей и холодной воды), газоснабжения и канализации. В угле — нефтедобывающей индустрии, бесшовные горячекатаные трубы нашли широкое применение для отвода пара, газа, транспортировки нефти, а на буровых установках выполняют функцию буровых и обсадных труб. В строительной сфере этот бесшовный материал используется в виде обсадной съемной опалубки для устройства монолитных буронабивных свай под мостовые опоры и фундаментов высотных зданий.
Часто при возведении инженерных металлических сооружений, бесшовные горячекатаные трубы применяются для изготовления ферм, колонн и многих других элементов для усиления несущих конструкций.

Практически ни одно направление тяжелой промышленности, оборонной и судостроительной сферы не обходятся без использования трубных изделий. Причина такой широкой востребованности заключается в использовании качественной и надежной бесшовной продукции. Основным аргументом, выступающим в пользу использования бесшовной трубной продукции, будет такая ситуация, когда прогнозируемая величина воздействия на трубопровод нагрузки будет намного выше той, что могут выдержать обычные, с продольным сварным швом аналоги.
Бесшовные трубы ГОСТ 8732-78 – сортамент и особенности
Стальные бесшовные горячедеформированные трубы ГОСТа сортамента 8732-78 гораздо прочнее и надежнее любых сварных, холодно- и теплодеформированных. Характеристики и очень обширный перечень различных типоразмеров этих изделий позволяют применять их для самых разнообразных целей. Однако за счет особой технологии изготовления себестоимость любой бесшовной трубной продукции намного выше, чем у сварной, и поэтому ее используют только там, где это действительно экономически оправдано, если для трубопровода, то такого, который из шовных изделий прокладывать нельзя из-за больших нагрузок или просто высоких требований к его надежности и долговечности.
1 Сортамент, размеры и расчетная масса 1 м труб стандарта 8732
Все эти сведения приведены в ГОСТ 8732, который как раз и является стандартом сортамента. Согласно вступительному описанию этого нормативного документа относительно его области применения, он распространяется на трубные изделия (горячедеформированные бесшовные из стали) общего назначения, которые производятся по наружному диаметру, а также толщине стенки и согласованной с заказчиком длине.
Все размеры и соответствующие им массы 1 метра изготовленных труб должны быть равны или близкими (в пределах разрешенных данным стандартом отклонений) по значению данным в Табл. 3, расположенной в конце статьи. И следует также обратить внимание на примечания к данной таблице, которые приведены ниже.
Примечания к Табл. 3:
- Пустые ячейки таблицы означают, что производство изделий таких размеров ГОСТом не предусмотрено.
- Размеры проката, заключенные в скобки, означают, что данные типоразмеры продукции запрещено (не рекомендуется) применять при проектировании и расчетах нового оборудования.
- Изделия, чьи толщина стенки или диаметр помечены звездочкой, используют в договорно-правовых взаимоотношениях по научно-техническому и научному сотрудничеству.
- Продукция, масса которой приведена жирным шрифтом, производится только по согласованию изготовителя труб с их заказчиком.
- Массу 1 метра изделий вычисляли по формуле, приведенной ниже:
где S – это толщина стенки проката, мм; Dн – наружный диаметр изделия, мм. При расчетах плотность стали принимали за 7,850 г/см 3 (эквивалентно 7850 кг/м 3 ).

По длине продукция стандарта 8732 должна производиться:
- немерной длины – любой протяженности в пределах регламентируемых стандартом 4–12,5 м;
- мерной с протяженностью в пределах вышеуказанных немерных значений;
- кратной мерной с протяженностью в пределах вышеуказанных немерных значений и с учетом припуска на каждый разрез в размере по 5 мм;
- приблизительной с протяженностью в пределах вышеуказанных немерных значений.
При этом относительно длины труб стандартом 8732 предусмотрены ряд допущений и примечаний. По соглашению предприятия-изготовителя с потребителем продукции допускается производить изделия с длиной, превышающей пределы, указанные для продукции немерной протяженности. Прокат приблизительной длины выпускают по требованию заказчика. На изделия со стенкой толще 16 мм протяженность мерной трубной продукции устанавливается соглашением между ее производителем и потребителем.
2 Требования ГОСТ к предельным отклонениям от формы и размеров труб
Согласно этому стандарту по нему производят бесшовные трубы двух классов точности: обычной и повышенной. В соответствии с данной классификацией указаны и предельные отклонения у изделий в Табл. 1 по диаметру и в Табл. 2 по толщине стенки. Фактическое превышение от номинальных значений Табл. 3 не должно превосходить этих допусков.
Допустимые отклонения от диаметра у проката с точностью производства
Наружный диаметр проката, мм
До 50 включительно
Свыше 50 и вкл. до 219
Диаметр (наружный) изделия, мм
Толщина стенки изделия, мм
Предельные отклонения у изделия по толщине стенки для точности его производства, %
До наружного диаметра 219
До 15 включительно
При толщине больше 15 и до 30
Диаметр больше 219
До 15 включительно
При толщине больше 15 и до 30
По соглашению между предприятием-изготовителем труб и их заказчиком они могут производиться с комбинированными допусками, то есть с предельными отклонениями разной точности для толщины стенки изделия и его диаметра, включая взятый из другого ГОСТа. Например, с предельными отклонениями обычной точности на толщину, взятую из данного ГОСТа (8732), а по диаметру – уже повышенной точности из стандарта 9567 и так далее. Стандартом 8732 допускается некоторая овальность и разностенность (разная толщина стенок изделия) производимых по нему труб. Но эти факторы не должны в итоге приводить к выведению размеров за допустимые отклонения по толщине для стенки или диаметру. По длине максимальные отклонения ГОСТ 8732 регламентирует только для части продукции, производимой по нему:
- для мерной и кратной – при протяженности изделия до 6 м отклонения не должны быть больше +10 мм, а если труба длиннее 6 м либо ее диаметр (наружный) свыше 152 мм, то +15 мм;
- для проката приблизительной длины – ±500 мм.
Кривизна трубной продукции на любом ее участке не должна превышать на 1 м протяженности у изделий со стенкой до 20 мм – всего 1,5 мм, свыше 20 и включительно до 30 мм – уже 2 мм и более 30 мм – аж 4 мм. Согласно стандарту 8732 горячекатаные трубы, производимые по нему, потребитель может потребовать поставить по внутреннему диаметру изделия и его толщине стенки. Более того, он может потребовать поставить также по диаметрам (наружному и внутреннему) и по разностенности. Изготовитель обязан выполнить такой заказ. При этом по внутреннему диаметру предельные отклонения проката диаметром (наружным) 70–203 мм, у которого стенка толщиной 7–20 мм, а соотношение диаметра к толщине равно либо меньше 10, не должны превосходить соответствующих допусков Табл. 1 по наружному диаметру.

Для труб всех прочих размеров отклонения (предельные) по внутреннему диаметру должны устанавливаться по соглашению между предприятием-производителем и заказчиком. Также в ГОСТ 8732 приведены несколько примеров условных обозначений изделий, производимых по нему. Тем, кто всерьез собирается иметь дело с этими трубами, очень не помешает ознакомиться с этой информацией. И, кроме того, указан нормативный документ, содержащий технические требования к выпуску продукции стандарта 8732 – это ГОСТ под номером 8731-74.
3 Обо всех особенностях изделий и технических требованиях на них
Обо всех особенностях (в технологии производства и монтажа, а также области применения) бесшовных труб стандарта 8732 можно узнать из статьи “Стальные горячедеформированные трубные изделия”. А технические требования, как отмечалось выше, приведены в стандарте 8731. Согласно этому ГОСТу продукция стандарта 8732 производится из углеродистых и еще легированных марок сталей.
Исходя из параметров качества трубной продукции согласно стандарту 8731 она должна производиться следующих групп: A, Б, В, Г и Д. Каждая из этих групп изготавливается из определенных марок сталей. У одних групп нормируется химический состав стали, у других – механические свойства готового изделия, а у “Д” – гидравлическое испытательное давление. Полностью с этими и другими техническими требованиями можно ознакомиться в стандарте 8731.
ГОСТ 8732 78 для стальных бесшовных горячедеформированных труб
 К трубопроводным системам предъявляется ряд требований, среди которых приоритетным является обеспечение высокой надежности и прочности. Чаще всего выбор останавливается на горячедеформированных бесшовных трубах, которые способны демонстрировать указанные характеристики на протяжении всего срока службы их эксплуатации. Эти конструкции отличаются высокими техническими характеристиками, что связано с использованием для их изготовления специальной технологии, которая удовлетворяет требованиям государственного стандарта. Благодаря этому трубы подобного исполнения успешно справляются с возложенной на них задачей и в сложных эксплуатационных условиях.
К трубопроводным системам предъявляется ряд требований, среди которых приоритетным является обеспечение высокой надежности и прочности. Чаще всего выбор останавливается на горячедеформированных бесшовных трубах, которые способны демонстрировать указанные характеристики на протяжении всего срока службы их эксплуатации. Эти конструкции отличаются высокими техническими характеристиками, что связано с использованием для их изготовления специальной технологии, которая удовлетворяет требованиям государственного стандарта. Благодаря этому трубы подобного исполнения успешно справляются с возложенной на них задачей и в сложных эксплуатационных условиях.
Производство бесшовных труб горячей деформации
 В качестве сырья используется штанга-заготовка, имеющая круглое сечение, которую помещают в печь, нагретую до высокой температуры. По мере обработки сталь приобретает пластичную структуру, что позволяет совершать с ней необходимые манипуляции. Согласно ГОСТу, технология изготовления полного цилиндра требует использования специального прошивного стана, через который пропускают штангу. После этого раскаленной заготовке придают требуемые геометрические габариты за счет обжатия и вытягивания, для чего используют большое количество вальцов.
В качестве сырья используется штанга-заготовка, имеющая круглое сечение, которую помещают в печь, нагретую до высокой температуры. По мере обработки сталь приобретает пластичную структуру, что позволяет совершать с ней необходимые манипуляции. Согласно ГОСТу, технология изготовления полного цилиндра требует использования специального прошивного стана, через который пропускают штангу. После этого раскаленной заготовке придают требуемые геометрические габариты за счет обжатия и вытягивания, для чего используют большое количество вальцов.
Внутри заготовки сохраняется оправка, благодаря которой внутренняя поверхность трубы не лишается изначальных геометрических размеров. Завершается процесс металлообработки выполнением такой операции, как калибровка, за которой следует охлаждение заготовки и нарезка на фрагменты требуемой длины. Технология изготовления холодной деформированной бесшовной стальной трубы в большинстве своем схожа с процессом производства выше рассмотренного метода: до того как начать обработку вальцами, заготовку вначале охлаждают, при этом по завершении прокатки она подвергается дополнительной термообработке.
Плюсы и минусы бесшовных стальных труб
Рассматривая достоинства, которые обеспечивает технология изготовления этих изделий, нужно упомянуть следующие:
 Высокая надежность и длительный срок службы. Это связано с тем, что конструкцией, согласно ГОСТу, не предусмотрены швы, а стенки имеют равномерную толщину на всех участках.
Высокая надежность и длительный срок службы. Это связано с тем, что конструкцией, согласно ГОСТу, не предусмотрены швы, а стенки имеют равномерную толщину на всех участках.- Высокая стойкость к термическим воздействиям.
- Неподверженность коррозии.
- Устойчивость к температурным колебаниям.
 Высокая надежность и длительный срок службы. Это связано с тем, что конструкцией, согласно ГОСТу, не предусмотрены швы, а стенки имеют равномерную толщину на всех участках.
Высокая надежность и длительный срок службы. Это связано с тем, что конструкцией, согласно ГОСТу, не предусмотрены швы, а стенки имеют равномерную толщину на всех участках.Вместе с тем на фоне горячедеформированных бесшовных стальных труб продукция, изготовленная методом холодной деформации, превосходит первые по прочности и устойчивости к коррозионным процессам.
Сфера применения
Бесшовные металлические трубы могут применяться в самых различных сферах, что зависит в первую очередь от их качеств. Сюда следует отнести прекрасную прочность на разрыв, отсутствие шва, невозможность утечек и возможность создания изделий, обладающих особо толстыми стенками. Заслуживает внимания тот факт, что толщина стенок 75 мм не является максимальным пределом, если речь идет о стандартных горячедеформированных материалах. Возможен вариант, когда эти конструкции имеют и нестандартные размеры в отношении их толщины стенок. Для изготовления подобных труб прибегают к методу продольного сверления болванки. Отличительной особенностью таких изделий является высокая цена.
Наиболее широкое представительство бесшовные трубы получили в энергетике, при возведении гидравлических систем, добыче нефти, в судостроении и авиации, а также химической и автомобильной промышленности.
Гидравлические цилиндры традиционного исполнения имеют вид поршней, оболочка которых содержит масло, подаваемое под высоким давлением, которое заставляет материал выходить наружу. Наиболее распространенным материалом для поршня выступает нержавейка, а само изделие в обязательном порядке подвергается полировке. Использование черной стали является нецелесообразным из-за скорого ее покрытия ржавчиной, что связано с взаимодействием конструкции с атмосферным воздухом. Если же говорить о самом гидравлическом цилиндре, то он имеет исполнение обычной бесшовной толстостенной трубы.
В энергетике, где очень распространены бесшовные трубы, одним из ключевых параметров является толщина этих конструкций. В этой сфере производство тепла не является единственной задачей. Помимо этого, необходимо настроить работу системы так, чтобы котел отдавал его для нагрева воды в теплотрассе или для вращения турбины. Котел содержит такие уязвимые детали, как ширмы и экраны, которые, испытывая постоянное воздействие очень горячего пара, могут разорваться.
Все это позволяет говорить о том, что именно от толщины зависит то, может ли материал эффективно бороться с нагрузкой на разрыв, а также как долго прослужит он до полного прогорания. В случае возникновения необходимости открытия котла для проведения ремонтных работ приходится сталкиваться с серьезными трудностями, как финансовыми, так и физическими. Помимо того, что приходится тратить большие расходы на проведение ремонта, не менее затратно и прекращение подачи тепла. По этой причине выбор в пользу бесшовных толстостенных труб позволяет свести расходы к минимуму.
 В сфере добычи нефти основные мероприятия заключаются в бурении скважин, установке обсадной трубы, откачке черного золота и его доставке при помощи нефтепровода. Чаще всего стандартная глубина скважин начинается от 100 метров, применяемый бур может справиться с породами любой структуры, а используемая обсадная труба должна эффективно противостоять движению грунта. В дополнение к этому насосно-компрессорные трубы должны обладать способность справляться с повышенным давлением.
В сфере добычи нефти основные мероприятия заключаются в бурении скважин, установке обсадной трубы, откачке черного золота и его доставке при помощи нефтепровода. Чаще всего стандартная глубина скважин начинается от 100 метров, применяемый бур может справиться с породами любой структуры, а используемая обсадная труба должна эффективно противостоять движению грунта. В дополнение к этому насосно-компрессорные трубы должны обладать способность справляться с повышенным давлением.
Вполне логично, что химической промышленности получили распространение наряду с толстостенными и тонкостенные трубы. В каких же целях они используются? Бывают ситуации, когда во время полимеризации газов или переработки нефти возникает необходимость в обеспечении высокого давления. И здесь лабораториям приходится иметь дело с высокотоксичными препаратами. Конечно, таким трубам необязательно обладать специальной прочностью на разрыв, однако в случае утечки пусть и нескольких молекул это может привести к серьезным проблемам.
В подобных ситуациях на помощь приходят бесшовные металлические трубы: отсутствие у них швов подразумевает, что и в процессе эксплуатации не возникнет никакой утечки. Высоким спросом тонкостенные трубы пользуются в автомобиле-, судостроении и авиации. Это обусловлено такими преимуществами, которые характерны для этих изделий, как минимальный вес и прочность. И выбор в их пользу вполне логичен, учитывая, что при небольшом весе не придется расходовать больше горючего.
Таким образом, бесшовные металлические трубы используются во многих отраслях:
- В качестве элемента для технологических линий на предприятиях машиностроения.
- В энергетической отрасли, где на их основе возводят системы отвода горячего пара и циркуляции теплоносителя в котле.
- В гидравлических системах, эксплуатируемых в условиях высокого давления, для которых обязательно должны применяться конструкции, имеющую большую толщину стенок.
- В нефтегазовой сфере, где на основе этих изделий возводят трубопроводы для доставки углеводородов.
- В авиастроении.
- При сооружении локальных коммунальных сетей, обслуживающих жилые районы, а также при обустройстве скважин.
- В качестве стояков отопительных систем, монтируемых в многоквартирных жилых строениях.
 В качестве элемента для технологических линий на предприятиях машиностроения.
В качестве элемента для технологических линий на предприятиях машиностроения.Классификация изделий
Согласно ГОСТу, все металлические горячедеформированные бесшовные трубы могут быть разделены на основании такого признака, как соотношение толщины стенок и наружного диаметра.
Ввиду того что в сортаменте рассматриваемой продукции представлены конструкции, имеющие толщину стенок в диапазоне от 2,5 до75 мм и наружный диаметр от 20 до 550 мм, все они могут быть классифицированы на следующие типы:
- Тонкостенные, для которых коэффициент может составлять от 12,5 до 40.
- Толстостенные, для которых коэффициент может быть равен от 6 до 12,5.
- Особо толстостенные, для которых характерно соотношение до 6 включительно.
Также, согласно ГОСТу, существует классификация, в основе которой лежит такой признак, как назначение и особенности применяемой для изготовления технологии. В соответствии с ней, эти трубы бывают круглого и квадратного сечения. Для заготовок для труб предусмотрено разделение на литые, катаные и кованые. Для производственных целей их поставляют в виде штанг, а также непрерывнолитых заготовок либо слитков.
В дополнение к этому числу ключевых факторов следует отнести точность геометрии толщины стенок и наружного диаметра трубы. Важными для производителя являются и показатели качества, закрепленные требованиями государственного стандарта по нормированию химического состава стали и механических свойств металлопроката.
Требования ГОСТа 8732 78
 Если исходить из действующих требований, то в отношении горячедеформированных бесшовных стальных труб действует разделение на мерную и немерную длину. На нормативном уровне закреплены и возможные отклонения по длине изделия: до 15 мм при длине, превышающей 6 метров или минимальном диаметре 152 мм. В ряде случаев не является нарушением незначительное отклонение толщины стенок, но здесь все зависит от конкретного диаметра трубы и категории качества.
Если исходить из действующих требований, то в отношении горячедеформированных бесшовных стальных труб действует разделение на мерную и немерную длину. На нормативном уровне закреплены и возможные отклонения по длине изделия: до 15 мм при длине, превышающей 6 метров или минимальном диаметре 152 мм. В ряде случаев не является нарушением незначительное отклонение толщины стенок, но здесь все зависит от конкретного диаметра трубы и категории качества.
Трубы стальные горячедеформированные бесшовные котельные
При изготовлении продукции, рассчитанной на эксплуатацию в условиях сверхкритических показателей температуры и давления, производители должны ориентироваться не на ГОСТ, а на специально разработанные технические условия ТУ 14-3-460-75.
Эти конструкции получили широкое распространение при сооружении трубопроводов для паровых котлов. Сырьем для их изготовления обычно выступает легированная и углеродистая сталь.
Профильные горячедеформированные бесшовные трубы
 Согласно ГОСТу, технология изготовления профильных бесшовных труб горячей деформации прямоугольного или квадратного сечения предусматривает применение специального оборудования, необходимого для выполнения таких операций, как сдавливание и сжатие в валках заготовки, имеющей круглое сечение. Подавляющее большинство подобной продукции находит применение в машиностроительной промышленности и разных направлениях строительной сферы.
Согласно ГОСТу, технология изготовления профильных бесшовных труб горячей деформации прямоугольного или квадратного сечения предусматривает применение специального оборудования, необходимого для выполнения таких операций, как сдавливание и сжатие в валках заготовки, имеющей круглое сечение. Подавляющее большинство подобной продукции находит применение в машиностроительной промышленности и разных направлениях строительной сферы.
По ГОСТу, для бесшовной профильной металлической продукции предусмотрены ограничения, которые заключаются в запрете на их применение в целях доставки жидких сред.
Бесшовные горячедеформированные трубы из стали доступны в продаже по разным ценам, которые определяются их внешними и внутренними параметрами, уровнем качества и иными техническими свойствами. Эти конструкции представляют категорию дорогостоящего проката на фоне аналогичных сварных изделий, что обусловлено особенностями технологического процесса.
По этой причине чаще всего к ним прибегают при обустройстве участков, к которым предъявляются высокие требования в плане надежности. Прежде всего, речь идет о возведении магистралей химической и нефтегазоперерабатывающей промышленности, где наиболее востребованы толстостенные трубы. По ГОСТу, основной сферой применения тонкостенной продукции является строительство трасс в сфере ЖКХ.
Как выполняется соединение бесшовных труб?
Решая вопрос с предпочтительным методом соединения изделий, основное внимание следует уделить такому параметру, как толщина стенок. По ГОСТу, если конструкции имеют очень тонкие стенки, то это требует большой аккуратности при выполнении монтажных работ. Если приходится иметь дело с продукцией, у которой нет катаной резьбы, то их соединяют при помощи метода газовой сварки.
Согласно ГОСТу, использование электрической сварки возможно лишь при условии наличия у специалиста достаточных навыков, знаний и практического опыта выполнения подобных работ. Но следует помнить, что достаточно совершить небольшую ошибку, и дорогостоящая конструкция уже будет непригодна для использования.
В соответствии с ГОСТом, для изделий с резьбой допустимым является проведение резки с применением токарного станка или ручным методом. Проводя подобные работы, можно не волноваться о том, что можно повредить шов. Подобный риск исключён, поскольку эти изделия не имеют сварного шва. Исключением здесь являются лишь трубы, характеризующиеся наличием очень тонких стенок. Применение подобного метода увеличивает риск прорезания их насквозь.
Согласно ГОСТу, к соединению конструкций, обладающих толстыми стенками, посредством сварки можно приступать лишь по завершении демонтажа фаски. Пренебрежение этим советом может привести к тому, что изделие лишится былой прочности. Сами сварочные работы следует проводить с помощью электродов не менее 4-ки. Прибегать к помощи газовой горелки считается недопустимым, поскольку она обладает слабой эффективностью.
Сортамент
Сортамент и стандарты рассматриваемой продукции относятся к числу важных факторов, которые необходимо учитывать при выборе этих изделий. Все их можно классифицировать на следующие группы:
- Горячедеформированные бесшовные стальные трубы. Основным нормативным документом, требованиям которого они должны соответствовать, является ГОСТ 8732-78. Основу ассортимента образует продукция, диаметр которой находится в диапазоне от 20 до 550 мм. Толщина таких изделий не может превышать 75 мм. По весу они могут различаться, что определяется иными характеристиками.
- Холоднодеформированные бесшовные стальные трубы. При их изготовлении ориентируются на ГОСТ 8734-75, который определяет основные характеристики, обязательные для подобной продукции. В сортаменте представлены конструкции, диаметр которых составляет от 5 до 250 мм. На основании положений государственного стандарта эти изделия могут быть классифицированы на четыре категории в зависимости от толщины стенок. В отношении их проявляется зависимость между толщиной стенок и весом. Поэтому с уменьшением массы стенок, уменьшается и сама их конструкция. В отношении рассматриваемых изделий предусмотрены особые допуски, которые определяют толщину и диаметр изделий.
 Горячедеформированные бесшовные стальные трубы. Основным нормативным документом, требованиям которого они должны соответствовать, является ГОСТ 8732-78. Основу ассортимента образует продукция, диаметр которой находится в диапазоне от 20 до 550 мм. Толщина таких изделий не может превышать 75 мм. По весу они могут различаться, что определяется иными характеристиками.
Горячедеформированные бесшовные стальные трубы. Основным нормативным документом, требованиям которого они должны соответствовать, является ГОСТ 8732-78. Основу ассортимента образует продукция, диаметр которой находится в диапазоне от 20 до 550 мм. Толщина таких изделий не может превышать 75 мм. По весу они могут различаться, что определяется иными характеристиками.Заключение
Горячедеформированные бесшовные трубы получили большое распространение в разных сферах, в первую очередь строительстве и промышленности. Выбор в их пользу обусловлен высокими характеристиками прочности и надежности. Однако такие качества демонстрируют лишь изделия, которое удовлетворяют требованиям ГОСТа.
По этой причине именно подобная продукция должна рассматриваться в качестве основного варианта конструкции для сооружения наиболее ответственных систем и участков. Действующие в нашей стране государственные стандарты в отношении изготовления металлопроката являются гарантией для покупателя, что он не будет разочарован своим решением, выбирая подобную продукцию.





