Основные способы завальцовки труб
Завальцовка — это процесс пластической деформации торцевой части трубы, который предпринимается с целью формирования неразъемной заглушки.

Завальцовка — это процесс пластической деформации торцевой части трубы (преимущественно небольшого диаметра), который предпринимается с целью формирования неразъемной заглушки. Операция часто необходима в быту при разнообразных ремонтных работах с трубками кондиционеров или бытовых холодильников. Используют завальцовку и в ремонтных мастерских.
Сущность операции
По сути завальцовка является завершающей частью обжима трубчатых заготовок, когда выполняется уменьшение диаметра детали. Однако, если при обжиме этим все и ограничивается, то результатом завальцовки является образование глухого торца, причем иногда и без изменения диаметра изделия.
С точки зрения пластического деформирования, завальцовка трубы — весьма непростая операция. Дело в том, что при этом на металл действуют усилия в двух противоположных направлениях — в продольном, когда выполняется первичный обжим поперечного сечения трубы, и в радиальном, когда сдвигаемая часть металла заготовки смещается не внутрь, а наружу, к противоположной стенке, и формирует глухой торец.
Такие, противоположные по знаку напряжения изгиба и среза, ограничиваются следующими факторами:
- Пластичностью металла трубы.
- Допустимым уровнем коэффициента утонения стенки после завальцовки изделия.
- Пределом прочности металла на изгиб.
- Предельными значениями радиуса перехода от боковой стенки к торцу.
- Качеством поверхности исходной заготовки.
Исходя из этого, беспроблемная завальцовка возможна для достаточно тонкостенных труб из пластичных металлов — меди, низкоуглеродистой стали, алюминия. При этом для ликвидации нежелательного упрочнения металла при его деформировании завальцовываемый участок желательно подогреть. Пластичность металла в этот момент возрастает, а риск разрыва трубки в месте ее завальцовки снижается.
Еще одним технологическим приемом, позволяющим добиться качественного завальцовывания, считается изменение скорости деформирующего инструмента, при помощи которого выполняется данная операция.
В случае нагретой заготовке это должно происходить следующим образом. В начальный момент деформации, когда пластичность металла — наибольшая, скорость деформирования необходимо увеличить, обеспечивая изгиб сечения по естественному радиусу гиба. В конечный момент, при остывании заготовки, скорость снижают. При этом жертвуют нарастающим усилием операции, зато обеспечивают качественное соединение двух частей заготовки холодной пластической сваркой.
Разновидностью завальцовки является технологическая операция соединения двух трубок, когда внешнюю трубу равномерно обжимают по всему периметру зоны соединения. Подобную завальцовку труб выполняют обычно без гарантии последующей герметичности.
Ручная завальцовка труб

Как завальцевать трубку в домашних условиях, притом — быстро и качественно? Обжимная завальцовка механизированным способом возможна, если применить специальные клещи. Стоят они недешево, поэтому их можно изготовить и самостоятельно, используя в качестве заготовки изношенный трубный ключ по ГОСТ 18981 рычажного типа. Для этого губку подвижного рычага снимают, а вместо нее приваривают вставку под съемное полукольцо (для повышения универсальности можно изготовить несколько таких полуколец под наиболее употребительные диаметры трубок). Такое полукольцо должно быть установлено и на подвижном рычаге. При изготовлении таких клещей необходимо соблюсти максимальную соосность обоих полуколец, иначе качественной завальцовки не произойдет, более того, можно испортить обе соединяемых трубки.
- Зевом клещей охватить (не менее, чем половиной периметра обжимного кольца) внешний диаметр обжимаемой трубы;
- Подвести гайку вплотную к поводку инструмента;
- Повернуть подвижный рычаг до полного охвата им второго полупериметра трубки;
- Сильно сжать оба рычага, и провернуть клещи на угол не более 25-30 0 , после чего все предшествующие переходы повторить.
В зависимости от предельного диаметра соединяемым таким образом труб, можно использовать:
- Для трубок диаметром 10-36 мм — ключ №1;
- Для трубок диаметром 20-50 мм — ключ №2;
- Для трубок диаметром 30-63 мм — ключ №3.
Завальцовку труб большего диаметра выполнить таким способом не удастся. Разве что применить рычажный удлинитель, который увеличит момент, развиваемый клещами. Метод непригоден, если требуется завальцевать трубку с образованием дна на торце.
Механическая завальцовка труб

Как завальцевать изделие на токарном станке? Заготовка закрепляется в патроне станка, при этом необходимо точно рассчитать глубину установки заготовки в патрон, чтобы ход рукоятки совпадал с местом формирования глухого отверстия. После включения станка рукоятку подводят к поверхности трубы, и , нажимая на заготовку, производят завальцовку. При этом материал интенсивно нагревается, что снижает усилие, повышая одновременно и пластичность заготовки.Рукоятка должна иметь ход не менее 180 0 , причем для обеспечения качества деформирования, в резцедержателе стоит предусмотреть фиксирующие отверстия под штифты, количество и расположение которых будут соответствовать чаще всего употребляемым типоразмерам завальцовываемых труб.
Завальцовка на токарном станке обеспечивает полную герметизацию дна трубки. Вследствие этого завальцованное изделие может применяться в трубопроводах, предназначенных для прокачки практически любых жидких и газообразных сред.
Развальцовка труб: тонкости технологии и основные инструменты
Специалистам часто приходится изменять как конфигурацию, так и другие геометрические параметры трубопроката для решения различных задач. Чаще всего для изменения формы и размеров трубного изделия используется такая технологическая операция, как развальцовка. Следует иметь в виду, что данная операция в корне отличается от той, которую называют вальцовкой, причем различия эти существенны.
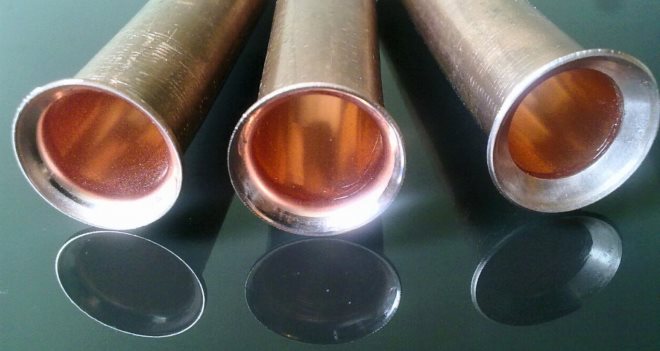
Концы этих медных труб развальцованы: расширены до определенной формы и подготовлены для соединения
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.

Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Таким образом, под вальцовкой и развальцовкой следует понимать совершенно разные технологические операции.

Развальцовка трубок в процессе установки кондиционера
Как развальцевать трубу
Задаваясь вопросом о том, как развальцевать трубу, следует иметь в виду, что подвергаться такой процедуре могут только изделия, изготовленные из достаточно пластичного материала. Сюда, в частности, можно отнести мягкие трубки из меди и алюминиевых сплавов, а также из отдельных марок нержавейки. Для выполнения такой технологической операции может быть использован как серийно изготовленный развальцовщик, так и самодельное устройство. Между тем развальцовка стальных труб большого диаметра или изделий, изготовленных из другого металла, должна выполняться с применением профессионального оборудования.
Приспособление для развальцовки труб
Как же развальцовывать трубы в домашних условиях? Развальцовке в таких ситуациях чаще всего подвергаются трубки из меди и других мягких металлов, но вне зависимости от материала изготовления изделий такая технологическая операция выполняется в следующей последовательности:
- Конец трубы тщательно зачищают, с его поверхности удаляют заусеницы.
- Затем на него устанавливают специальную муфту и помещают в приспособление для развальцовки.
- Если для выполнения развальцовки используется развальцовщик ручного типа, то процесс ее выполнения выглядит следующим образом: при завинчивании винта конус развальцовывающего устройства, оказывая механическое воздействие на внутреннюю поверхность трубы, деформирует ее.
- После того как конец трубки принимает воронкообразную форму с углом скоса, равным примерно 45°, приспособление для развальцовки снимают.
- Разъемную муфту, которая предварительно была надета на трубку, перемещают к ее торцу и закручивают гайку.
В том случае, если развальцовщик применяется для подготовки трубок к пайке, резьбовая разъемная муфта не используется.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
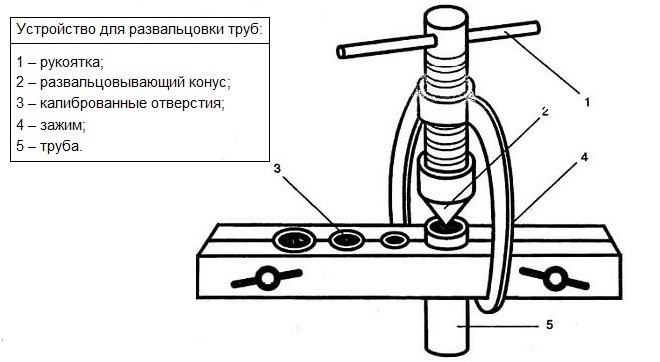
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
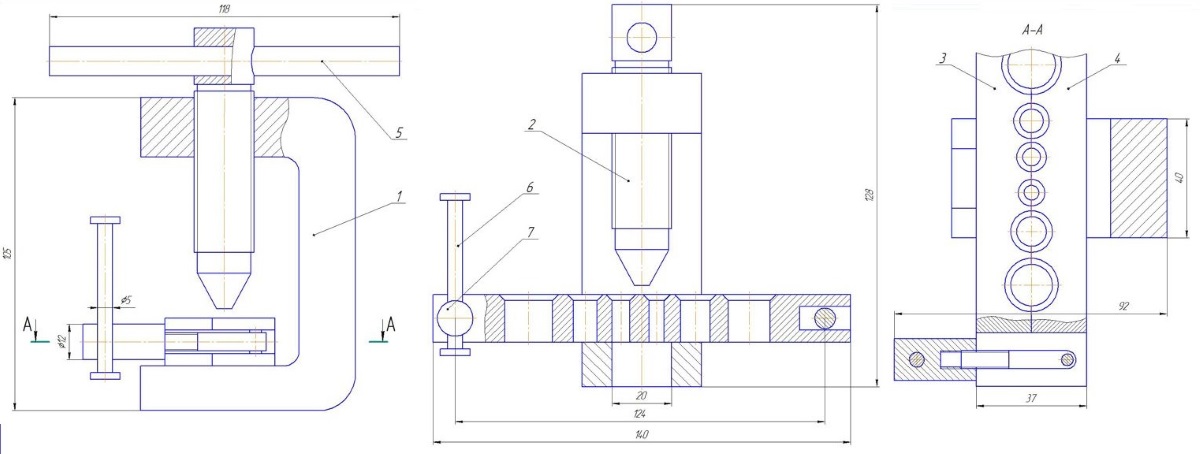
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
При использовании таких устройств для развальцовки удается добиться более высокой равномерности толщины стенок и симметричности геометрических параметров трубных изделий.
Как развальцевать медную трубу
Медные трубки по ГОСТ 21646-2003 ввиду своей большой теплоёмкости и пластичности часто используются в системах охлаждения и кондиционерах. Для формирования сложных отводов и соединений дома изделия приходится пластически деформировать. Правильная развальцовка медных трубок – определяется выбором технологии и инструмента. Как это делать узнаем далее.
- Что это такое и для чего необходима развальцовка
- Когда может понадобиться развальцовка
- Инструменты для развальцовки медных труб
- Механический развальцовщик
- Конусный развальцовщик
- Развальцовщик с электроприводом
- Эксцентрический развальцовщик
- Рычажный развальцовщик
- Советы по выбору инструмента
- Как изготовить инструмент
- Как развальцевать медную трубу своими руками
- Заключение
Что это такое и для чего необходима развальцовка
Развальцовкой (бытует также домашний термин «раздача») называют технологическую операцию, в результате которой на одном из торцов трубы образуется коническое расширение. Поэтому развальцовка медных трубок часто проводится при помощи конического пуансона, который поступательно (или вращательно-поступательно) внедряется на требуемую глубину в закреплённую часть трубы.

Поскольку в схеме напряженно-деформированного состояния присутствуют опасные (с точки зрения возможного разрушения материала) растягивающие напряжения, то успех операции зависит от следующих параметров:
- Твёрдости исходного материала.
- Угла развальцовки.
- Правильного значения развальцовочного коэффициента.
- Толщины стенки трубы.
ГОСТ 21646-2003 предусматривает изготовление труб для теплообменников из меди марок М1р или М2р, которые могут иметь различную твёрдость (показатель обычно приводится к сопроводительным сертификатам на партию трубок). Механические показатели данных видов поставляемого металла представлены в таблице:
| Состояние поставки | Предел прочности, МПа | Относительное удлинение, % | Твёрдость по Виккерсу, HV |
| Мягкое | 200 | 35 | 80 |
| Полутвёрдое | 240 | 12 | 100 |
| Твёрдое | 290 | 3 | 125 |
Анализируя данные таблицы, можно сделать вывод, что непосредственно развальцовывать удаётся только трубки из мягкой меди. В остальных ситуациях заготовку следует предварительно отжигать. Впрочем, как вариант, торец медной трубки перед началом раздачи можно подогреть до 220…2500С.
Когда может понадобиться развальцовка
Данный процесс облегчает монтаж медных трубок. Дело в том, что большинство фитингов в трубопроводных системах относится к так называемому компрессионному типу. Такой фитинг состоит из двух частей: накидной гайки и конической части с резьбовым окончанием. При сборке развальцованный торец медной трубы крепится к коническому фитингу с помощью накидной гайки. Это обеспечивает главное условие – герметичное и устойчивое к давлению уплотнение.

Симметричность развальцовки должна быть высокой, чтобы обе части конусного фитинга – накидная гайка и корпус, легко совмещались при монтаже. С целью уплотнения соединения шлангов операцию используют и при ремонте/восстановлении тормозных топливных труб в автомобилях.
Инструменты для развальцовки медных труб
Виды развальцовок для большинства медных труб выполняют специальными, ручными и приводными развальцовочными приспособлениями. Первые из-за своей компактности и малого веса используются чаще.
В основу действия инструмента положен принцип поперечной раздачи ограниченного участка трубы. При этом должны учитываться следующие условия:
- Коэффициент развальцовки k = d/D (d – внутренний диаметр недеформированной части медной трубки, D – максимальный диаметр нижнего конуса после окончания развальцовки) не должен быть 0,75…0,85;
- Угол развальцовки не должен превышать 300; на практике это условие часто не выполняется, вследствие чего на торце конуса возможны волнообразные складки и даже трещины (в ряде случаев микротрещины видны даже на внутренней поверхности трубки). Такие изделия дефектны, и к установке допущены быть не могут;
- Торец трубки, которая подлежит развальцовке, должен быть ровно отрезан от мотка и тщательно зашлифован. Для резки рекомендуется использовать не обычную ножовку по металлу, а приспособление для кругового реза, которое обеспечивает чистый срез. Приспособление включает режущее лезвие, направляющее колесо и ручку для затяжки. При вращении инструмента вокруг заготовки, лезвие постепенно внедряется в материал, оставляя чистую кромку;
- После развальцовки наблюдается утонение стенки трубки, которое можно определить по формуле s1 = sk0,5 (s – исходная толщина стенки трубки, s1 – толщина стенки после развальцовки, в нижней части конуса).
При подогреве медной трубки предельное значение коэффициента развальцовки может быть снижено на 15-20 %.

Кратко рассмотрим наиболее часто встречающиеся типы развальцовочной оснастки.
Механический развальцовщик 

Ключевой деталью такого приспособления является валик (реже – шарик), который изготовлен из твёрдого сплава или быстрорежущей закалённой стали. Валик прижимается к подготовленной кромке заготовки и с нажимом прокатывается по ней.
Интенсивность развальцовки устанавливается визуально, с учётом приведенных выше ограничений. Передвижение валика по деформируемой поверхности производят вручную. При выборе типоразмера устройства следует соотнести геометрические характеристики валика – радиус закругления, диаметр – с необходимым размером деформируемого торца изделия.
Конусный развальцовщик
Представляет собой наиболее удачную конструкцию инструмента. Основным элементом является конический пуансон. Перемещаясь в винтовой направляющей, он производит равномерную раздачу боковых стенок трубки. По внешнему виду напоминает ручной винтовой пресс, который можно закреплять на рабочем столе или верстаке.

Перемещение пуансона контролируется визуально, по достижении требуемой степени деформации. Для снижения трения внутреннюю поверхность заготовки можно смазать. При работе с конусным развальцовщиком усилие операции будет непрерывно возрастать.
Развальцовщик с электроприводом
Производители такого инструмента обычно комплектуют их наборами различных насадок, отличающихся углом конуса, радиусами закругления рабочей части и её длиной. Цена инструмента возрастает, зато и его эксплуатационные возможности увеличиваются. Развальцовка медных трубок приводными развальцовщиками целесообразна при значительном объёме выполняемых операций. Привод осуществляется от аккумулятора.
Эксцентрический развальцовщик
Работает по принципу перекатывания давильного приспособления по поверхности заготовки. Усилие обработки при этом – минимальное, однако существенным недостатком считается неравномерность характеристик деформируемой части трубки. Кроме того, сам процесс развальцовки происходит более длительное время.
Рычажный развальцовщик

Наиболее простой тип оснастки, который доступен для изготовления своими руками. Другое название – эспандер. Представляет собой систему из 2…4 рычагов, которые равномерно располагаются вокруг деформируемой заготовки, преодолевая при работе сопротивление возвратных пружин.
Развальцовка происходит последовательным и одновременным перемещением рычагов в направлении деформирования. Трёхрычажную схему используют реже, потому что для неё требуется работать вдвоём. Другим недостатком приспособления является невозможность текущего контроля качества.
Советы по выбору инструмента
Выбор производят после анализа достоинств и недостатков каждого из вышеописанных исполнений оснастки. В расчёт стоит принимать также требуемую производительность, а также необходимость в дополнительных приспособлениях – паяльной лампе (для подогрева заготовки), роликовых ножах и т.п.

Как изготовить инструмент
Проще всего изготовить своими руками инструмент со сменными коническими шаблонами, каждый из которых будет рассчитан на определённые параметры процесса. Чертежи всегда можно найти в интернете.
 Пример чертежей самодельного инструмента
Пример чертежей самодельного инструмента
Самодельная оснастка будет состоять из:
- Винтового рычага с рукояткой;
- Стального корпуса с внутренней резьбой;
- Сменных пуансонов;
- Зажимных полуматриц с последовательно расположенными отверстиями разного диаметра.
- Стягивающего зажима.
Винтовой рычаг можно изготовить из приспособления, используемого при обжиме электрических кабелей большой мощности. Важно, чтобы ход приспособления соответствовал параметрам развальцовки.
В качестве корпуса можно использовать станину лабораторного микроскопа или ручного твердомера типа ТШ. Диаметры резьбы в винте и гайке должны совпадать, а резьба – быть трапецеидальной или упорной.

В торце винтового зажима выполняют отверстие под коническую насадку, которую следует изготавливать из инструментальной стали, после чего закалить и прошлифовать. Для изготовления полуматриц используют два прямоугольных прутка, которые прочно скрепляют вместе, и по линии касания изготавливают несколько сменных отверстий под медные трубки разных диаметров. Готовое приспособление монтируют на верстаке
Как развальцевать медную трубу своими руками

Как можно развальцевать медную трубку в домашних условиях? Рассмотрим процесс на примере конусного развальцовщика. Перед началом работ на трубку устанавливают накидную гайку – это необходимо для того, чтобы убедиться, что она размещена в правильном положении. Далее выбирают отверстие подходящего размера в полуматрице и вставляют в него трубку, надёжно фиксируя полуматрицы при помощи зажимного устройства. Свободный конец трубы не должен быть длиннее двух её внешних диаметров, иначе заготовка в процессе деформирования получит продольный изгиб.
Проверив соосность трубы и конического шаблона, установленного в пуансоне, ввинчивают его вниз, до касания со стенками. Убедившись в том, что медная трубка не перекошена, продолжают вальцовку до достижения необходимой степени деформации.
Если на готовом изделии имеются складки, необходимо прокалибровать боковую стенку образовавшегося конуса, проворачивая пуансон с усилием (его можно снизить, смазав зону калибровки). По достижении нужного результата пуансон поднимают, а развальцованную деталь извлекают из полуматриц.
Заключение
Раздача медных трубок окажется успешной, если строго придерживаться оптимальной технологии резки и последующей пластической обработки заготовки. Также следует проверить механические свойства материала и точность наладки приспособления (при необходимости – отжечь или подогреть заготовку).
В качестве альтернативы можно посмотреть видео, в котором применены подручные инструменты:
Развальцовка медных трубок: суть процесса, виды инструмента, рекомендации
Трубопрокат из меди разного размера используется для создания инженерных коммуникаций, нагревательной и охладительной техники. При монтаже систем и ремонте оборудования практически всегда требуется соединять трубные элементы между собой или с другими конструктивными деталями.
Работы проводятся с помощью пайки или специальных накидных муфт. Для получения герметичного соединения нередко предварительно выполняется развальцовка медных трубок. Такую операцию еще называют вальцовкой.
Однако в профессиональной среде понятия имеют разное значение. Поэтому необходимо выяснить, что представляют собой эти два процесса и чем отличаются. Это позволит правильно выполнить дальнейшую работу.
- Развальцовка и вальцовка для медных труб
- Технология и этапы развальцовки
- Вальцовочный инструмент для медных труб
- Экспандер
- Конусный
- Механический
- С электроприводом
- Рекомендации по применению вальцовки для медных трубок
- Набор инструментов для развальцовки
- Вывод и видео по теме
- Видеообзор вальцовок для медных труб
- Развальцовка медных трубок своими руками
Развальцовка и вальцовка для медных труб
Оба понятия представляют собой технологические операции, выполняемые с помощью разного оборудования. Хотя большинство обывателей под этими двумя процессами подразумевают проведение одних и тех же действий.
Вальцовка выполняется на специальном станке, в конструкции которого присутствуют рабочие валки. С их помощью осуществляется деформация листового или трубного проката. Поэтому вальцовка — это процесс, позволяющий изготовить из круглых труб продукцию с другим сечением.
При развальцовке медных труб используется инструмент без валков. Он позволяет выполнить деформацию только торцов трубопроката. Поэтому развальцовка — это операция по изменению внутреннего и наружного диаметра исключительно концов медной трубки под воздействием механической нагрузки.
То есть, вальцовка это инструмент. Развальцовка это технологическое действие. Вот что пишет Википедия.
В результате процесса торцы трубопроката принимают форму конуса. Концы трубок также развальцовываются в виде грибка или двойной воронкой. Последняя операция проводится за 2 приема: сначала на торце создается так называемый грибок, а потом он заминается конусом.
Чаще всего развальцовка выполняется, когда нужно надежно соединить две детали небольшого диаметра. Расширение торца позволяет надеть трубу на такое же изделие, патрубок оборудования или фитинг.
Благодаря этому пайку не придется выполнять встык при использовании фасонных деталей, которые нужно вставлять в соединяемые элементы. Поэтому не произойдет уменьшение внутреннего размера узла. Это позволяет сохранить на прежнем уровне пропускную способность системы.
Технология и этапы развальцовки
Трубопрокат из меди соединяется с помощью пайки или муфт. Используемый вариант влияет на особенности проведения развальцовки.
Перед пайкой торец трубы расширяется, пока в него не войдет другая деталь. Разница между внутренним диаметром трубки и размером сечения вставляемого элемента должна составлять 0,1-0,2 мм. Этот зазор заполняется припоем во время пайки. Поэтому образуется герметичное и прочное соединение.
При использовании фитинга перед расширением на кромке трубопроката создается фаска. Она должна иметь угол 45⁰. Фаска позволяет увеличить контактную площадь 2-х деталей. Это повышает надежность соединения.
Герметичность стыка также обеспечивает природная пластичность цветного металла. При затягивании муфты мягкая медь плотно обхватывает фитинг, что позволяет устранить все зазоры.
Процесс правильной и качественной развальцовки трубок из меди для кондиционеров, отопительных теплообменников и различных инженерных систем выполняется в следующей последовательности:
- Трубопрокат обрезается строго перпендикулярно относительно своей оси.
- Зачищается срез и внешняя поверхность рядом с торцом трубки.
- При необходимости обязательно восстанавливается круглая форма сечения, если произошла деформация детали во время ее отрезания.
- На трубу надевается обжимная гайка, если соединение будет выполнено с помощью фитинга.
- Медный трубный элемент закрепляется в вальцовочном инструменте. Край детали длиною 5-6 мм должен оставаться свободным.
- В отверстия трубки вставляется штамп требующегося размера. Он постепенно вкручивается в изделие, что приводит к размягчению и растягиванию металла. В результате край трубопроката принимает вид конуса.
- Расширитель со штампом и держатель снимается с проката.
В конце операции проводится осмотр торца изделия на предмет наличия заусенцев. При их обнаружении они обязательно зачищаются. На развальцованном крае также не должны присутствовать трещины.
Кромки созданного раструба обязаны быть параллельны друг другу. При обнаружении таких дефектов необходимо расширенный торец обрезать и заново провести весь процесс.
Вальцовочный инструмент для медных труб
Трубопрокат из меди — это мягкая и эластичная продукция. Поэтому расширить трубку можно кустарным способом. Для этого прокат просто натягивается на болванку в виде конуса необходимого размера. Однако так очень трудно создать раструб, чтобы не нарушилась геометрия.
Часто стенки расширенного участка получаются с разной толщиной. У созданного раструба также нередко возникает перекос. Все такие дефекты появляются по причине неравномерного усилия, которое прилагает человек при развальцовке кустарным способом.
Аккуратный раструб правильной геометрической формы можно получить при использовании специального инструмента. Только он позволит выполнить качественную вальцовку для медных труб кондиционера или другой техники.
Экспандер
Инструмент представляет собой ручное устройство, работающее за счет физической силы. В конструкции экспандера присутствует два рычага и раздвижной расширитель в форме конуса. Вальцевание выполняется путем воздействия на ручки после того, как головка инструмента будет вставлена в трубу.
Экспандер позволяет быстро выполнить работу при минимальных трудозатратах. В комплект инструмента входит набор вальцовок, подбираемых под внутренний диаметр деталей. Однако они растягивают стенки проката неравномерно, что затрудняет получение качественного результата. Ведь более тонкие участки могут просто лопнуть.
Конусный
Этот вид инструмента состоит из двух частей. Одна из них матрица. Она представляет собой устройство в виде тисков с цилиндрическими отверстиями, каждое из которых в верхней части расширено под углом 45°.
Вторым элементом устройства является развальцовщик, состоящий из следующих деталей:
- корпуса с направляющими;
- расширителя в виде конуса;
- механизма управления;
- силового винта.
При воздействии физической силы на управляющий механизм силовой винт начинает вращаться. Происходит ввинчивание расширителя в трубу. Это приводит к размягчению металла. В итоге кромка изделия принимает коническую форму в соответствии с расширением отверстия в матрице.
Благодаря направляющим медная трубка и расширитель всегда находятся в одной оси. Их положение не меняется в течение процесса. Поэтому получается аккуратный раструб без перекосов и с ровными краями.
Механический
Это устройство имеет схожую конструкцию с конусным развальцовщиком. Отличие заключается в рабочем органе. В механическом развальцовщике вместо конусного расширителя используется набор вальцов.
Они равномерно раскатывают кромку проката. Поэтому удается выполнить развальцовку с одинаковой толщиной по всей площади созданного раструба.
С электроприводом
Этот самый дорогой вид инструмента. Он отличается высокой производительностью. По этой причине аккумуляторное устройство применяется монтажными компаниями при выполнении большого объема работ.
Рекомендации по применению вальцовки для медных трубок
Качественно выполненная развальцовка позволяет создать надежное и герметичное соединение. Это сделать можно только при наличии опыта. Поэтому рекомендуется перед основными монтажными работами потренироваться на отрезках трубопроката разного диаметра.
Для выполнения качественной развальцовки также придерживаться и других советов специалистов:
- Развальцовывать нужно только трубу, на торце которой отсутствуют заусенцы, мусор и различные дефекты, включая искривления. Край изделия должен иметь круглую форму.
- Расширительный наконечник инструмента обязан располагаться без перекоса относительно оси трубопроката.
- При расширении детали кустарным способом конусообразную болванку нужно не вдавливать, а вкручивать в отверстие проката.
- При использовании приспособления с матрицей необходимо выбирать в планке отверстие с размером, соответствующим диаметру заготовки.
Внешнюю поверхность трубопроката рядом с торцом всегда нужно зачищать абразивной губкой независимо от используемого инструмента. Это позволит удалить мусор и пыль с изделия. Поэтому трубную деталь легче будет надежно зафиксировать в держателе.
Набор инструментов для развальцовки
При выполнении дома самостоятельно нужно сначала подготовить основной инструмент:
- труборез;
- риммер для снятия фаски;
- один из доступных развальцовщиков.
Процесс развальцовки необходимо выполнять поэтапно. При соблюдении всех нюансов и рекомендаций специалистов удастся создать на концах труб аккуратные раструбы с правильной геометрией. Поэтому соединения получатся герметичными и надежными.
Вывод и видео по теме
Качественную вальцовку на торцах медного трубопроката для систем отопления, кондиционирования, водопровода удастся выполнить только с помощью специального инструмента. При выборе приспособления, необходимо учесть, как часто он будет использоваться.
Для разовых работ в домашних условиях лучше взять инструмент в аренду или у друзей. Дорогое приспособление окупится только при выполнении масштабных монтажных работ. Независимо от вида развальцовщика приобретать его необходимо после проверки работоспособности.
Видеообзор вальцовок для медных труб
Видео позволит понять выбор инструмента и проведения развальцовки торцов медных трубок.
Развальцовка медных трубок своими руками
Видео поможет разобраться, как проходит самостоятельная вальцовка для медных труб кондиционера.
Вальцовка для медных труб своими руками: советы от мастеров

Часто при установке кондиционеров или проведении водопровода, необходимо провести вальцовку медных труб. Это такая деформация трубок, которая проводится с определенной целью. Направление можно создавать любое.
Делают это мероприятие на производстве при помощи специального инструмента, который называется вальцы. А если будет такая необходимость, то можно провести развальцовку и в домашних условиях самим. Но в этом случае надо все делать осторожно, чтобы выгнуть трубку, но не нарушить ее целостность, иначе произойдет деформация или вообще трещина появится.
 Вальцовка медных труб: а,б,в — дефекты вальцовки (сколы, трещины, неровные края).
Вальцовка медных труб: а,б,в — дефекты вальцовки (сколы, трещины, неровные края).
- Для чего необходима развальцовка
- Инструменты для вальцевания
- Приспособления для развальцовки медных труб
- Набор для развальцевания труб
- Стадии развальцовки
- Пример развальцевания медных труб
Для чего необходима развальцовка
Сегодня имеется очень большой выбор разных видов медных труб, а также элементов, которые необходимы для их соединения. Поэтому с легкостью можно подобрать нужный профиль или фитинги. Но бывают случаи, что вальцовка трубки своими руками просто необходима. Ее нельзя заменить, если:
• Оборудования необходимой формы не делается на производстве.
• Фитинги имеются в продаже, но в данный момент нет возможности их приобрести.
• Нужно точно подогнать изделие.
Инструменты для вальцевания
Конечно, для правильной развальцовки трубы своими руками надо иметь специальный инструмент. Но можно простое оборудование сделать из материалов. Это шаблон, имеющий вид конуса, он вставляется в трубку и ее проворачивают до того, пока не получится необходимый результат.
Приспособления для развальцовки медных труб
В таком оборудовании есть свои минусы:
• Нельзя провести контроль над точностью подгонки.
• Могут изменить свою форму стенки медных трубок.
Поэтому самому выполнять вальцовку – это не надежный способ, для того, чтобы провести обработку. Его можно использовать редко, например, в одном конкретном случае. Так как он все-таки не совсем применим для того, чтобы проводить крепление в системе водоснабжения, установке кондиционера или холодильные установки.
А чтобы работа была выполнена правильно, вы должны найти более надежные инструменты. В домашних условиях для использования подойдет вальцовка в виде конуса. Она оснащена струбцинами, для того, чтобы надевать медные трубки любых размеров. Но получаемый результат не совсем хорош.
Специальный набор для вальцовки трубок имеет в своем составе оборудование с трещоткой предохранительной. А самый главный инструмент, входящий в данный набор, это развальцовщик. Он специально предназначен для работы с медными трубками.
Набор для развальцевания труб
Выбор инструментов для того, чтобы сделать больше медные изделия очень широк. Он может включать такие комбинации:
• Развальцовщик механический.
 развальцовщик медных трубок
развальцовщик медных трубок
 инструмент для развальцовки медных трубок
инструмент для развальцовки медных трубок
• Набор для вальцовки медных трубок, который имеет еще расширители, резчики труб и ключи для работы.
 набор для вальцовки медных трубок
набор для вальцовки медных трубок
Такой набор лучше покупать, когда вы собираетесь постоянно выполнять такие монтажные работы, например, для своего заработка. А если вам нужно выполнить только один раз расширение, то здесь подойдет и самый простой набор для универсальной работы, в котором находится обычный развальцовщик.
Стадии развальцовки
Для получения надежного соединения трубопровода, изготовленного из медных трубок, необходимо правильно выполнить работы по вальцеванию конструкции.
И если вы решили сами произвести развальцовку труб, то надо следовать таким действиям, чтобы все сделать правильно:
1. Сначала необходимо произвести очистку конца трубы.
2. Потом специально подобранную муфту надеваете на зачищенную часть.
3. Трубу надо вставить в развальцовщик, потом вращать ее до получения небольшой кромки в сорок пять градусов.
4. Затем осторожно вынимаете выполненное изделие.
5. И муфтой закрепить два участка концов трубы.
Конечно, не только такие фитинги могут быть соединительными деталями. С помощью профессионального развальцовщика можно подготовить трубы и для паечного крепления. Методики в принципе похожи. Они подразумевают преднамеренную деформацию трубы до определенного размера.
Пример развальцевания медных труб
Если вы собираетесь устанавливать кондиционер, то в этом случае самой важной задачей будет считаться как раз вальцовка медных трубок. Потому что от выполненной работы и будет в большей мере зависеть герметичность контура фреонового. Так как протечки его не должно быть. Иначе смысла в работе кондиционера нет никакого. Поэтому сомнений не должно никаких быть.
Разберем подробнее все важные моменты данной работы. Например, вам необходимо развальцевать трубу, имеющую диаметр 3/8 дюйма. Выбираете вначале необходимые инструменты для работы:
- труборез.
 труборез для медных труб
труборез для медных труб
- риммер.
 риммер для медных труб
риммер для медных труб
- обязательно развальцовщик.
 развальцовщик для медных труб
развальцовщик для медных труб
Затем берете трубу и отрезаете необходимый размер при помощи трубореза.
 отрезаем труборезом
отрезаем труборезом
Если посмотреть, то после обрезания будет видно, как изменилось сечение под действием трубореза. Оно стало меньше примерно на 0,56 см.
 вальцовка труб своими руками
вальцовка труб своими руками
Если произвести сразу развальцовку без подготовки, то у вас получится бортик, а он не нужен. Значит необходимо после обрезки провести обрабатывание: срезается фаска при помощи риммера. После такого действия опять развальцовывайте деталь. Бортик исчезнет, а поверхность должна стать гладкой.
 убираем получившийся бортик
убираем получившийся бортик
Получившаяся юбочка должна стать шире, но чтобы можно было накинуть гайку ¼. После этих действий, становится ясным, что вынимать из развальцовщика трубу надо тем краем, который обрабатывался.
 обработка
обработка
И последним этапом работы будет стыковка полученных деталей. Медную трубку, которую развальцевали, необходимо приставить к штуцеру и затянуть гайку. Но все надо определять так, чтобы рукой закрутить гайку уже на процентов девяноста, а остальные десять с помощью специального ключа.
 развальцовка трубы после обработки триммером
развальцовка трубы после обработки триммером
Если гайка идет туго, то снова все раскрутите и пробуйте еще раз. Иначе ваша конструкция будет не герметичной. И тогда при вводе в эксплуатацию кондиционер, жидкость или газ будет подтекать. А в некоторых случаях может совсем сорвать резьбу. И вся работа пойдет насмарку. Тогда придется начинать все сначала, поэтому лучше сразу все проверить и провести правильное соединение деталей.
Как выполняется вальцовка труб – варианты и способы
Вальцовкой труб или вальцеванием принято называть процесс, результатом которого является деформация металлических изделий в разных направлениях. С помощью данного действия выполняют сгиб такого материала как металла. В промышленных условиях вальцовку обычно осуществляют при помощи ковочных вальцов.

Что такое процесс вальцовки
Чтобы разобраться с тем, что такое вальцовка труб, следует ознакомиться со всеми операциями, производимыми с трубной продукцией, которые подразумевают применение данной технологии:
- Заготовки, имеющие круглую или плоскую форму, превращаются в изделия, называемые трубами.
- Диаметр конца трубки увеличивают для того, чтобы произвести стыковку между нею и другой деталью или отрезком магистрали.
- Конец изделия подвергают обжиму, чтобы обеспечить герметичность места стыка, а также для уменьшения размера внешнего диаметра или для прочих целей.
- Производят профилирование труб – превращают их в прямоугольную, овальную или квадратную трубную продукцию.
- Загибают изделия относительно большого радиуса.
Производство трубной продукции
Благодаря вальцовке труб можно получить изделия:
- электросварные;
- бесшовные.
В первом случае из плоских листов, которые называют штрипсами, формируют заготовки круглой формы. После этого их сваривают с помощью индукционных токов и отправляют в вальцы. Когда происходит вальцовка трубок, будущие изделия после выравнивания становятся идеально круглыми в сечении и их потом калибруют относительно диаметра.

При производстве бесшовных труб основной технологической операцией является вальцевание. Их изготавливают из круглых заготовок, получаемых в результате литья или прессования разогретого металла. Начиная с момента попадания заготовки на стан, она подвергается обработке несколькими вальцами: ее вытягивают и утончают, далее у нее формируют стенки требуемой толщины. В завершении процесса продукцию калибруют.
В соответствии с величиной температуры, при которой из заготовок формируют изделия, трубы бывают горяче-, тепло- или холоднодеформированными.
Процесс развальцовки
Данную операцию можно выполнить при помощи ручного инструмента. Технология развальцовки труб не нуждается в обязательном использовании вальцов, хотя при желании их можно задействовать.
В качестве примера использования развальцованных труб в быту можно назвать их применение при сборке медного трубопровода. Чтобы соединить вместе два участка, нужно конец одного изделия вставить в гильзу другого, а получившийся между ними просвет запаять. Но дело в том, что трубы, имеющиеся в продаже, реализуют без гильз, с абсолютно гладкой поверхностью. Поэтому и требуется развальцевать конец изделия.

Простейшее приспособление для выполнения ручной вальцовки – это фиксатор, подходящий под разные диаметры, и конус, который ввинчивают в торец труб и тем самым расширяют их.
Существует еще один способ, позволяющий формировать гильзу – это использование экстендера, растягивающего изделие за одно действие. Его устройство аналогично патрону дрели, но его лапки не сжимают, а напротив, расширяют трубы. В движение экстендер приводят рычагом с большим плечом, что позволяет приложить повышенное усилие на расширительную головку сменного типа.
Кроме этого используют оборудование для вальцовки труб – вальцы. В них валик, перемещаясь по внутренней поверхности изделий, постепенно с каждым оборотом расширяет их конец.

Результат получается лучшим, чем при применении ручных приспособлений. Дело в том, что конус создает небольшое расширение, а не полноценную гильзу, а экстендер в процессе использования формирует стенки, имеющие разную толщину. Но в тоже время вальцы стоят дороже.
Специалисты рекомендуют задействовать ручной инструмент в тех случаях, когда трубная продукция сделана из мягких металлов. Например, когда выполняется вальцовка алюминиевых труб или изделий из меди (прочитайте: “Как выполнить вальцовку для медных труб – теория и практика от опытного мастера”).
Иногда возникает необходимость развальцевать тонкостенные стальные трубы, несмотря на то, что использование их при прокладке водопроводных магистралей нельзя назвать хорошей идеей, вне зависимости от способа сварки – с гильзами или встык. Срок службы таких изделий на холодной воде составляет около 5 лет, после чего начинаются коррозийные процессы.
Завальцовка
Необходимость в выполнении данного процесса возникает, когда требуется подготовить элементы будущего трубопровода к соединению – обжимают конец трубы, который будет входить в гильзу. Также уменьшают диаметр изделия с торца, когда нужно вручную нарезать резьбу и для обеспечения герметичности на месте стыка медной трубки со штуцером. Читайте также: “Способы развальцовки медных трубок и необходимые инструменты”.

Ручной инструмент для завальцовки трубы – это клещи с большим плечом у рычага и небольшие вальцы с винтовой подачей. Одновременно для стальных изделий для прокладки водопроводов используют даже молоток.
Профилирование трубной продукции
Полный цикл изготовления профильных труб состоит из нескольких этапов:
- Стальные плоские заготовки разрезают на узкие полоски.
- Их сваривают встык с образованием длинной ленты и наматывают на барабан.
- По мере необходимости лента передается на прокатный стан, где сворачивается в заготовку круглой формы.
- Ее края сваривают, обычно при помощи индукционных токов.
- Заготовку пропускают через вальцы, которые придадут ей требуемую форму.

Чтобы снять у металла внутренние напряжения, профилированные изделия после холодной деформации прокаливают и оставляют остывать. В случае, когда запланировано задействовать в строительстве самодельные профтрубы, необходимо их прогревать. Допускается использование даже таких простых способов, как применение паяльной лампы или сварочного трансформатора.
Трубогибы
При помощи механических или электрических вальцов можно выгнуть трубную продукцию в дугу. Простейший станок для завальцовки труб состоит их двух опорных валов, рукоятки, которая приводит изделие в движение, и деформирующего вала, имеющего винтовую подачу. При этом такие устройства могут быть снабжены электромоторами.
Завальцовка: описание, особенности технологии, используемые инструменты

- Описание
- Особенности технологии
- Используемое оборудование
Завальцовка – метод холодной деформации, в результате которого материал не подвергается воздействию высоких температур. Следовательно, свойства и структура материала не изменяются, что является одним из преимуществ такой обработки.


Описание
Завальцовка кромок – это технологическая операция, в результате которой пластической деформации подвергаются края листовых материалов или концы труб и других цилиндрических заготовок. Данный процесс приводит к изменению геометрической формы, но никоим образом не влияет на свойства используемого материала. Операция завальцовки труб выполняется с целью уменьшения их исходного диаметра или подготовки концов трубок к дальнейшему соединению.
Процесс может осуществляться как с помощью ручного инструмента, так и на специальных станках. Метод позволяет получать качественно обработанные края за малый промежуток времени, а также трубы любого нужного диаметра, в том числе и нестандартных размеров.

Завальцевать кромки листового металла бывает необходимо, когда предусматривается его дальнейшее использование, например, в качестве кровельного материала. В этом случае по периметру листа выполняются одинарные или двойные фальцы путем завальцовки кромки. Фальцы служат для надежного соединения листов между собой. Так называемая фальцевая кровля применяется на малоэтажных зданиях различного назначения. При этом кровельный металл для предотвращения его коррозии покрывается специальным полимерным составом.


Также метод завальцовки широко применяется для обработки кромок керамической плитки, керамогранита и других отделочных материалов. Он позволяет сгладить углы и острые грани, которые неизбежны при резке плитки. Специальное оборудование позволяет качественно и быстро обработать кромку любой конфигурации, тем самым обеспечив безопасность выполнения плиточных работ.
Матрица оборудования, предназначенного для завальцовки, может иметь различный профиль. Поэтому важно не только правильно подобрать приспособление для обработки заготовки или готового изделия, но и тщательно изучить рабочий чертеж, в котором указан уже непосредственно профиль завальцовки. Соединение деталей способом развальцовки получило широкое применение в области приборостроения.
Она позволяет получить повышенную прочность и герметичность готовых изделий, а также придать им современный внешний вид, что также немало важно.


Особенности технологии
Гвозди используются для крепления различных материалов. Но стоит обратить внимание на конструкцию шиферного гвоздя, верхний колпачок которого изготавливается методом жесткой завальцовки. Материалом для колпачка служит тонколистовая, имеющая оцинкованное покрытие, сталь. В результате нижний край колпачка способен четко повторить очертания поверхности волнообразного материала, обеспечив герметичность в точке его установки.
Завальцовка тонких труб – это процесс пластической деформации ее торцевой части, направленный на получение неразъемной заглушки. Такая операция особенно востребована при ремонте трубок бытовых холодильников и кондиционеров. Технология выполнения заключается в образовании глухого торца с уменьшением или без изменения диаметра трубки путем загиба ее кромки внутрь. Загнутый край обжимается, а затем завальцовывается вручную или на специальных станках.


Проще всего выполнять завальцовку тонкостенных труб, изготовленных из пластичных материалов, таких как медь, алюминий или низкоуглеродистая сталь. Но процедура предусматривает ряд технологических особенностей.
- Участок трубы, подвергаемый завальцовке, необходимо слегка подогреть. Это позволит увеличить пластичность материала, существенно снизить риск его разрыва, а также исключить упрочнение металла.
- Если операция выполняется на станке, то следует увеличить скорость деформирующего инструмента на начальном этапе, пока заготовка горячая, и постепенно снижать ее по мере остывания материала трубы.


В домашних условиях завальцовку труб проводят, используя обычный молоток. Это грубая операция, которая способна привести к повреждению металла и деформации заготовки. Она возможна лишь при толщине стенки трубы от 1,5 до 2,0 мм. Технология завальцовки шлангов высокого давления предусматривает использование специальных приспособлений и оборудования.


Прессниппель плотно вставляется внутрь шланга, поверх надевается металлическая муфта, обжатие которой происходит при помощи гидравлического станка или матрицы. Шланг местом обжима вставляется в губки станка, подкачивается ручка насоса. Метод шарнирной завальцовки подшипника в корпус широко используется в машиностроении. Процесс может осуществляться с применением различных технологий, из которых наиболее распространены такие.
- Сплошная завальцовка позволяет избежать разрыва металла по окружности при его смещении. Перед тем, как приступить непосредственно к процессу, на корпусе выполняют кольцевые канавки V-образной формы, глубина и угол которых зависят от диаметра наружной обоймы подшипника. Сама операция выполняется кольцевым пуансоном.
- Завальцовка шариками, помещенными в V-образную канавку. Шарики совершают обкат по канавке под нагрузкой, при этом металл корпуса переходит в пластическое состояние, легко деформируясь и завальцовывая подшипник. Именно этот метод применяется в производстве двигателей для авиационной промышленности.


Для завальцовки кромок автомобильных дверей существует множество приспособлений. Технология здесь довольно проста и часто применяется при выполнении ремонтных работ: отдельные элементы дверной конструкции надежно соединяются между собой путем загибания их краев.


Используемое оборудование
Токарный станок используется для завальцовки труб, изготовленных из пластичных материалов. Для выполнения этой операции станок снабжается специальными вальцами небольшого размера и патроном для закрепления заготовки. Также на токарном станке завальцовывают кромки листового металла, плитки.
В домашних условиях для развальцовки труб удобно использовать такое приспособление, как специальные клещи. Их можно приобрести готовыми в торговой сети или сделать самостоятельно, взяв за основу старый трубный ключ.
Также создано немало разновидностей приспособлений для завальцовки автомобильных дверей.
Машина для завальцовки алюминиевых туб действует по принципу закаточной машинки для консервирования. Внешне она чем-то похожа на кофемолку, состоит из двух цилиндрических картриджей и ручки.


Инструмент для завальцовки:
- механический завальцовщик обеспечивает хорошее качество, обрабатывая трубу одновременно несколькими валиками из легированной стали;
- миниатюрные вальцы с винтовой подачей;
- простые клещи с увеличенным плечом рычага;
- аппарат ручной для завальцовки спрея позволяет осуществлять процесс непосредственно на флаконе;
- наконечник троса для троссового привода – уникальное приспособление, применяемое в автомобильной промышленности.


Завальцовка края трубки на токарном станке представлена в видео далее.





